

3.4. Системная реализация измерений и контроля
3.4.1. Системы автоматического контроля
Современные системы автоматического контроля (САК) подразделяют на системы, в которых осуществляется непрерывный контроль параметров объекта, и системы с последовательным дискретным контролем этих параметров.

Рис. 3.4. Структурная схема n каналов САК с непрерывным контролем
Система с непрерывным контролем параметров объекта, структурная схема каналов, которой представлена на рис. 3.4, содержит в каждом канале контроля сравнивающее устройство (СУ) и устройство индикации отклонений (УИО), причем число этих устройств в каждом канале зависит от числа установленных границ (норм) изменения параметра. Практически таких норм может быть от одной до четырех: предупредительная «меньше», предупредительная «больше», аварийная «меньше» и аварийная «больше». Устройство выработки и хранения норм (Н) может быть общим для многих каналов или индивидуальным для отдельных каналов. Системы с непрерывным контролем требуют большего количества оборудования и потому применяются только для контроля наиболее ответственных параметров, для которых необходимо обеспечить высокую надежность контроля и своевременность выдачи результата контроля.
Системы автоматического контроля с последовательным дискретным контролем наиболее распространены. Они требуют меньшего количества оборудования и потому дешевле. Структурная схема такой системы представлена на рис. 3.5.

Рис. 3.5. Структурная схема САК с дискретным контролем
Контролируемые величины, преобразованные в унифицированные сигналы, например, напряжения U1, …, Un через измерительный коммутатор (ИК) поочередно поступают на СУ, где сравниваются с нормами Н. При наличии нескольких норм у одного контролируемого параметра норма может изменяться во время контроля данного параметра. Изменение норм и переключение ИК осуществляются с помощью устройства управления (УУ). Средство представления информации (СПИ) может содержать в себе устройства индикации отклонений (общие, групповые или индивидуальные) и устройства цифровой регистрации. Кроме суждения о состоянии контролируемого параметра, СПИ также выдает и регистрирует номер контролируемого канала от УУ и время наступления события от устройства формирования сигналов времени (УФВ).
Недостаток этих систем — большая избыточность операций контроля, так как частота проведения контроля выбирается с учетом экстремальных динамических свойств контролируемых параметров. Из-за недостаточности предварительных сведений о динамических свойствах объекта или невозможности построения САК в соответствии с этими экстремальными свойствами может возникнуть ситуация, когда один или несколько параметров выйдут за пределы норм вследствие ожидания обслуживания и может быть пропущен предаварийный или даже аварийный режим работы объекта. В связи с этим в последнее время разрабатывают САК с адаптивным алгоритмом опроса контролируемых каналов, позволяющим выводить на контроль (а во многих случаях и на регулирование) параметры, наиболее отклонившиеся от номинальных или допустимых значений.
Выпускаемые промышленностью САК обычно комбинированные, т.е. наиболее важные параметры объекта контролируются непрерывно, а по всем остальным параметрам осуществляется последовательный дискретный контроль.
Наибольшее применение САК нашли в гибких единых системах (ГПС). САК разрабатывают для полной номенклатуры деталей, сборочных единиц и технологических процессов ГПС. САК может охватывать процессами автоматизированного контроля полное или неполное множество контролируемых параметров. Функции САК решают следующие задачи:
● гибкий производственный модуль -
- идентификация поступившей детали;
- контроль положения деталей перед обработкой;
- активный контроль в процессе обработки;
- оптимизация снимаемого припуска и режимов обработки;
- контроль операции вне станка;
- контроль целостности и износа инструментов;
- коррекция положения инструментов и рабочих органов;
- счет обработанных деталей;
- контроль технологических режимов оборудования;
- регистрация времени функционирования элементов технологической системы;
- телеметрирование и контроль функционирования оборудования.
● ГПС в целом –
- автоматизация процесса контроля в безлюдном и малолюдном режиме;
- обработка измерительной информации при координатных и других измерениях;
- обеспечение статистического управления точностью производственного процесса;
- оптимизация режимов контроля, обеспечение статистического приемочного контроля;
- управление взаимодействием элементов САК и технологического оборудования;
- информационное обеспечение производственного и технологического процессов;
- оптимизация информационных потоков;
- определение и анализ аварийных ситуаций;
- контроль прохождения и реализации управляющих команд;
- выдача информации в АСУ ТП для организации гибкого управления ГПС.
Помимо вышеотмеченных функций, САК может обеспечивать локальный или общий контроль других подсистем ГПС: оборудования подготовки инструментального обеспечения и оснастки, автоматизированных транспортно-складских систем, стендов сборки заготовок в пакеты, канатов связи и др. В каждом конкретном случае состав САК, степень автоматизации и объем контроля должны соответствовать уровню автоматизации ГПС.
Внедрение САК целесообразно проводить поэтапно с учетом максимальной экономической и технической эффективности, повышения качества продукции и производительности труда в зависимости от точности и стабильности технологических процессов в ГПС.
На первом этапе реализуется применение гибких измерительных модулей, средств электронного контроля, координатно-измерительных машин. На втором этапе внедряют структуры САК на уровне ГПМ группы или участка станков, отделения приемочного контроля. На третьем этапе реализуют полную САК ГПС с постепенным расширением ее функций. Система мероприятий по разработке и внедрению САК должна отвечать требованиям комплектности выполнения работ, универсальности технических средств и подсистем САК, ее адаптируемости, гибкости, возможности ее непрерывного наращивания при наименьшем потреблении ресурсов. САК строят на базе технического, организационного, технологического, метрологического, информационного, программно-математического единства при типовых методах управления качеством продукции, документооборота и управления производственным процессом.
Являясь подсистемой ГПС, САК полностью с ней интегрирована. Структура и состав САК определяются структурой конкретной ГПС. номенклатурой и типом контролируемых деталей, программой выпуска, Принятой технологией контроля, разработанной на основе анализа точности и стабильности технологических процессов изготовления деталей, требуемой достоверностью контроля и др.
Программно-математическое обеспечение САК должно обеспечивать периодический опрос преобразователей, обработку измерительной информации для вычисления геометрических преобразователей (для диаметров, межосевых расстояний и др.), расчет регрессионного прогноза на периодичность контроля; расчет коррекции положения инструментов и учет времени их работы, счет деталей по технологическим операциям; анализ телеметрической информации о состоянии оборудования; ведение базы данных (БД) о качестве продукции; управление подсистемами и механизмами САК в реальном масштабе времени; выдачу визуальной информации на видеотерминалы и табло и др.
Оптимально решить задачи автоматизированного контроля можно только на основе системного подхода к построению САК: определить ее место в составе ГНС и взаимосвязи с другими автоматизированными системами — САПР. АСТПП, АСУ. На рисунке 3.6 показана схема взаимодействий САК с элементами ГПС и с другими автоматизированными системами. Схема отражает только те связи, которые обеспечивают решение задач контроля в ГПС при ее подготовке и функционировании. Отмеченные на схеме обратные связи между САК и внешними системами действуют в основном на этапе подготовки производства при отработке САК.
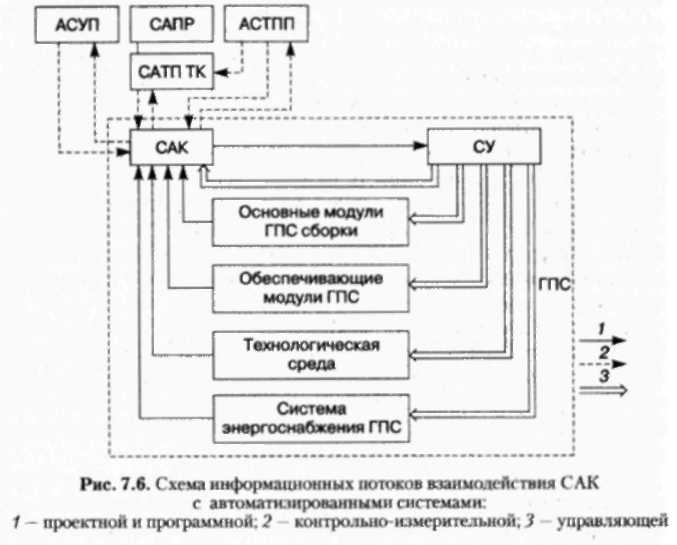
Рис. 3.6. Схема информационных потоков взаимодействия САК с автоматизированными системами:
1 – проектной и программной; 2 – контрольно-измерительной;
3 - управляющей
Поскольку САК, входящие в состав ГНС, должны обладать определенным уровнем адаптивности, постольку в процессе функционирования обратные связи САК с внешними системами действуют только в случае нештатных ситуаций, требующих изменений в технологическом процессе, в том числе и в контрольных операциях. В основном же по обратным связям передается либо оперативная информация (статистические данные в АСУП), либо справочная информация (необходимые изменения, дополнения к алгоритмам и программам контроля, данные об эффективности разработанного обеспечения контрольных операций).
В контуре ГПС обратная связь САК с внутренними модулями и системами осуществляется через СУ на основе результатов контроля. По каналу связи СУ—САК осуществляется управление системой контроля (командами на смену алгоритмов и программ, другими диспетчерскими командами).
Внешние системы предопределяют объем функций контроля, к которым относятся: определение требований к параметрам качества изделий; разработка технологий контроля, выбор контрольно-измерительной аппаратуры и определение объема контрольно-измерительных операций; анализ (с применением ЭВМ) качества, учитывая влияние возмущающих факторов; определение показателей точности сборочных агрегатов и ограничений на их нагрузку; автоматическая подготовка контрольно-измерительной аппаратуры и ее поверка в процессе эксплуатации; обработка на ЭВМ контрольно-измерительной информации.
В АСУП осуществляется планирование объемов контроля САК и сбор статистических сведений по результатам функционирования САК в ГПС. Система автоматизированного проектирования технологического контроля (САТП ТК) обеспечивает оптимизацию выбора номенклатуры контролируемых параметров, выбор средств и методов контроля из существующего набора, разработку алгоритмов и программ контроля. На ранней стадии проектирования САПР изделия обеспечивается контролепригодность изделий — объектов контроля (ОК), разрабатывают модели ОК, выявляют информативные параметры и определяют виды контроля. В АСТПП осуществляется выбор и оптимизация маршрутов контроля, распределение функций контроля по структурным уровням.
В состав САК входят следующие технические средства:
- пункт приемочного контроля, оборудованный автоматизированными рабочими местами контролеров, измерительными стендами, столами, шкафами и стеллажами для хранения контрольно-измерительных инструментов, приборов, оснастки и др.; и посты технического контроля с пультами ввода измерительной информации;
- контрольно-измерительные позиции; и накопители деталей;
- устройства, в том числе промышленные роботы, для транспортирования и подачи деталей на измерительные позиции;
- изоляторы брака;
- координатно-измерительные машины, измерительные роботы, гибкие (переналаживаемые) измерительные модули (ГИМ);
- контрольно-измерительные приборы на основе индукционных, фотоэлектрических и других преобразователей, инструменты и приспособления для обеспечения технологических процессов технического контроля;
- приборы для настройки инструментов для станков с ЧПУ;
- электронные блоки и компараторы для статистического контроля;
- индикаторы контакта;
- контрольно-измерительные наладки на основе электронных приборов;
- эталоны и эталонные детали для настройки и поверки средств измерения;
- средства вычислительной техники;
- периферийные устройства ЭВМ (видеотерминалы), печатающие устройства, графопостроители и др.
В составе САК могут быть робототехнические измерительные системы для телеизмерительных технологий.