

2.7. Внутрисхемный контроль и диагностирование
аппаратных средств систем управления
При внутреннем диагностировании устройств ЧПУ и ЭВМ предпочтение, как правило, отдается тестовому контролю, хотя в ряде случаев применяется сочетание аппаратных и тестовых средств с локализацией неисправности до типового элемента замены (ТЭЗ). Широкое распространение получил принцип расширяющихся областей (принцип раскрутки), согласно которому заведомо исправное диагностическое ядро и аппаратура используются для диагностирования очередной (прилегающей) области оборудования. Таким образом, места возникновения неисправности указываются с заданной глубиной, т. е. для части аппаратуры, образующей ближайшую к ядру зону.
Диагностическое ядро, или встроенные средства системы технического диагностирования (СТД), выполняют следующие функции: загрузку диагностической информации, подачу тестовых воздействий на вход проверяемого блока, опрос ответов с его выхода, сравнение полученных ответов с эталонными, анализ и индикацию результатов. Встроенные СТД практически имеют те же блоки и устройства, что и универсальные ЭВМ. Поэтому массовые недорогие МП и микроЭВМ широко используют в качестве сервисных процессоров для обслуживания и диагностирования ЭВМ. К основным методам тестового диагностирования относятся двухэтапное, последовательное, сканирование, эталонные состояния и др.
В качестве примера рассмотрим СТД неисправностей цифровых печатных узлов мини- и микроЭВМ, имеющих уровни как ТТЛ и МОП-схем, так и произвольных логических сигналов. Система осуществляет контроль радиоэлементов и печатного монтажа платы, обрывы проводников (ОПр) и короткие замыкания (КЗ). Программное обеспечение СТД построено на базе микроЭВМ «Электроника-60» с ОЗУ объемом 20К байт, накопителя на гибком магнитном диске (ГМД), дисплея и устройства построчной печати. В состав ПО входят язык подготовки испытательных программ, транслятор с языка в коды управления, управляющая программа, оперативная система управления режимами, программа контроля системы. Управляющая программа проводит тесты контроля радиоэлементов печатной платы, проверяет соответствие параметров заданным значениям, формирует заключение о годности платы и в случае ее неисправности выдает на печать файл диагностических сообщений с одновременной записью его на ГМД.
Контроль печатной платы ППл (рис. 2.9) начинается по сигналу прерывания после подключения ее к контактирующему устройству КУ. На плате контролируют 1024 точки.
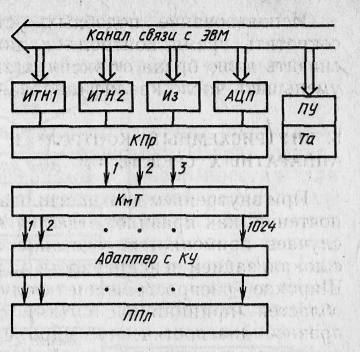
Рис. 2.9. Структурная схема комплекса контроля
и диагностирования печатных плат:
ПУ – пульт управления; Та - таймер
Программирование подключения контролируемых элементов ведется в номерах выходных контактов коммутатора точек КмТ. Соответствие между этими номерами и радиоэлементами задается распайкой адаптера. В процессе контроля управляющая программа проверяет правильность передачи информации через коммутатор приборов КПр в измерительную систему Из и сохранность ее после окончания теста (перед приемом результатов измерения). При сбое в работе измерителя тест повторяется, а при повторном сбое выдается соответствующий диагноз.
Тест контроля предусматривает выдачу команд управления на КмТ, КПр, источники тока и напряжения ИТН и Из; запуск ИТН и Из по определенной программе; прием с АЦП цифрового значения параметра и его обработку (испытательная программа ИП после трансляции представляет собой последовательность тестов контроля ОПр, КЗ и радиоэлементов). Схема алгоритма управления контролем и диагностирования неисправностей печатных плат показана на рис. 2.10.
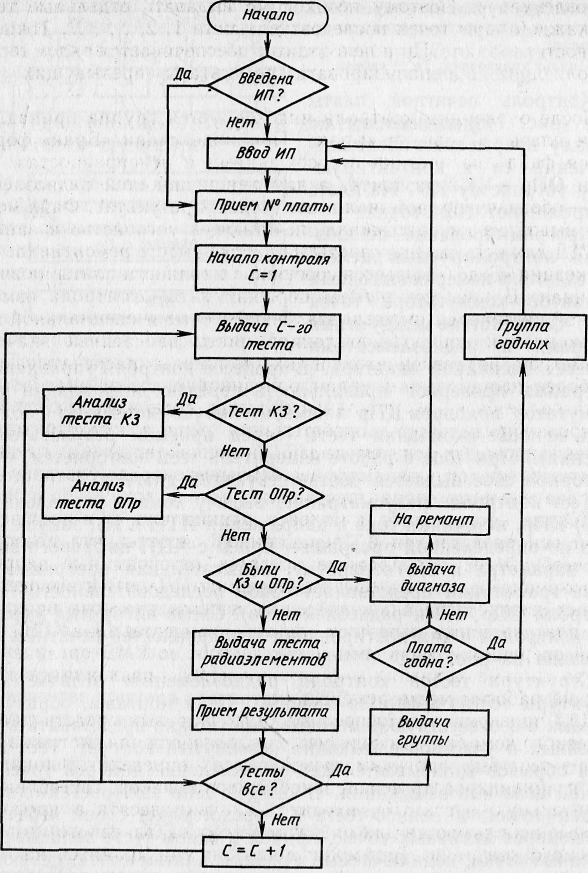
Рис. 2.10. Схема алгоритма управления контролем
и диагностированием неисправностей печатных плат
Структура тестов контроля радиоэлементов отличается от структуры тестов контроля монтажа. Цепи монтажа, образуемые точками с соответствующими номерами, можно представить в виде линейных и участков замыкания (замкнутый контур). Тест контроля обрывов записывается как перечисление номеров точек линейной цепи или замыкания. В каждой цепи выбирается одна активная точка, и запись теста КЗ представляет собой перечисление номеров активных точек, причем в одном тесте записываются активные точки, подключаемые к разным платам контактирующего устройства коммутатора точек. Такая запись тестов КЗ и ОПр упрощает структуру испытательных программ.
Обнаружение КЗ осуществляется выдачей тестов на точки, найденные методом половинного деления. Например, пусть тест КЗ включает точки 1, 2, ... , N. Сначала проверяется наличие КЗ между точками 1 и 2, 3, .... N, а при отсутствии неисправности — между 2 и 3, 4, .... N. При наличии неисправности последовательность точек 2, 3, ... , N делится пополам и проверяется КЗ между точками 1 и 2, 3, ... , (N — 1)/2 и т. д. Этот метод тестированием каждой пары точек. Он применим и для обнаружения неисправностей ОПр. Однако в этом случае отсутствие какого-либо контакта адаптера с платой приводит к неверному результату при измерении параметров радиоэлементов. Поэтому необходимо выдавать отдельные тесты для каждой пары точек последовательности 1, 2, ... , N. Точность диагностирования ОПр и неконтактов обеспечивается рядом тестов, позволяющих проанализировать результаты предыдущих тестов.
После окончания контроля индексируется группа принадлежности платы: «Годен» — «Брак». При индексации «Брак» формируется файл диагностики с сообщениями о неисправностях: для КЗ и ОПр — номера точек, а для неисправностей радиоэлементов — обозначение, номинал и полученный результат. Файл может быть выдан на видеотерминал, печатающее устройство и записан на ГМД для исправления платы на рабочем месте ремонтника. При индексации «Годен» выдается сообщение о годности платы на видеотерминал. В процессе работы проводится самоконтроль измерительной системы с помощью эталонной платы и специальной ИП. По окончании контроля эталонной платы измеренные значения параметров радиоэлементов и их номиналы распечатываются. Наиболее нестабильным узлом описанной системы диагностирования является коммутационная матрица, содержащая 3072 реле. Контроль правильности срабатывания реле в нужный момент времени проводится путем выдачи последовательности тестов на каждую точку матрицы. При несрабатывании реле соответствующий диагноз выдается на терминал.
ПО диагностического комплекса функционирует в составе фоновой основной дисковой операционной системы, что позволяет использовать ее программные средства (программные запросы, макрокоманды), лучше решать вопросы о вводе ИП и выводе различных диагностических сообщений, файлов диагноза бракованных плат на магнитный диск, печать и видеотерминал. На базе такой операционной системы и накопителя на ГМД организуется единая система хранения информации для исправления печатных плат на рабочем месте ремонтника.
Для проверки работоспособности аппаратных средств диагностического комплекса используется тест-мониторная система в виде набора тестовых программ, позволяющих определить, локализовать и ликвидировать неисправность. В этот набор, составляющий значительную часть ПО, входит несколько десятков программ, которые используются для оперативного (каждодневного) и периодического контроля. Тест-мониторная система хранится на МД и содержит следующие компоненты: монитор, редактор текста, копировщик, тест-программы. Загрузка такой системы происходит автоматически при включении системы. Функции монитора: загрузка и запуск программ системы и тест-программ, выполнение команд цепочного файла, вывод на дисплей имен файлов, хранящихся на диске. При наличии цепочного файла значительно сокращается время оперативного контроля, так как он не требует действий оператора по загрузке тест-программ. Цепочные файлы формируются и записываются на МД программой «Редактор текста» с выводом на дисплей. Копировщик обеспечивает копирование тест-мониторной системы с одного диска на другой и сравнение копии с эталоном.
Система диагностирования комплекса построена на базе микро-ЭВМ («Электроника 60М») (рис. 2.11), дисплея Д (15ИЭ-00-13), ОЗУ (2-ПЗ), ГМД (ГМД-70), интерфейса И, устройства последовательного обмена УПО.
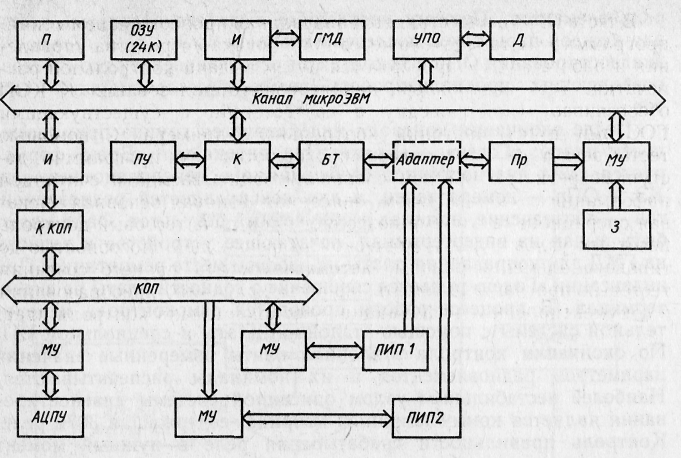
Рис. 2.11. Структурная схема тест-мониторной системы контроля аппаратных средств диагностического комплекса
Тест памяти П контроллера К объемом 4К слов построен по методу движения нулей и единиц. Он позволяет проверить систему команд К во всех предусмотренных режимах работы. В соответствии с заданным тест-набором в виде последовательности команд контроллера выполняется проверка блока тестирования БТ по 16 контрольным точкам. Работоспособность модулей управления МУ программируемыми источниками питания ПИП проверяется путем подачи последовательности команд на плату управления с контролем правильности их обработки. МУ присоединены к ЭВМ через канал общего пользования КОП
Аналогично осуществляется проверка МУ мозаичного АЦПУ (DZM-180). Тест контроля МУ пробником Пр определяет правильность счета количества переключений (элементарных пороговых перепадов) методом сравнения ожидаемых и действительных переключений при задании определенного числа перепадов на контрольной точке. Он позволяет определить готовность Пр и число перепадов при нажатии замыкателя.
В тесте ПИП осуществляется визуальная проверка напряжения, программно выставляемого через МУ. Логика устройства управления и работа АЦПУ проверяются путем выдачи контрольной распечатки. Тест контроллера канала общего пользования К КОП обеспечивает его проверку в соответствии с существующими ГОСТами путем прогонки контрольного примера. С помощью теста регистров контроллера проверяются его программно доступные регистры методом сравнения записываемой и считанной информации. Таким образом, описанная фоновая основная дисковая операционная система позволяет проводить тестовый контроль печатных узлов с диагностической разрешающей способностью до типового элемента замены, автоматизировать процесс создания тестовых программ и решать вопросы хранения, преобразования и документирования информации, необходимой для контроля плат.