

2. Системи одноопераційних машин для контурної обробки підошов.
Прикладами систем машин для контурної обробки підошов можуть бути системи машин фірм “Ральфс” і “Шен”, а також машини ФКП-О – для фрезерування урізу, ОУП-О – для обезпилення, для фарбування урізу.
Застосування систем одноопераційних машин для повної контурної обробки урізу підошов є прогресивним напрямком, оскільки обробка підошов здійснюється в пачках (до 24 шт.) і систему обслуговує один працюючий. В систему входять три технологічні машини і одне пристосування для набору підошов в пачку.
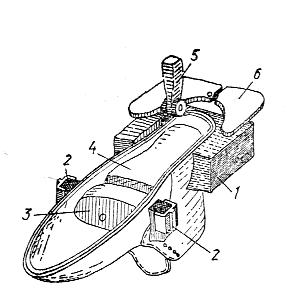
Машина 2 (рис. 7.2) служить для фрезерування пачки підошов. Фрезерування здійснюється по копіру. Машина 6 служить для обезпилення урізу пачки підошов; машина 9 – для фарбування урізу пачки методом розпилення. Пристосування 1 служить для набору пачки підошов, являє собою кутник, до якого вручну притискається пачка підошов по трьох точках.
Розміщено пристосування в зручному для працюючого місці, поряд з машиною 2. На машині для фрезерування процес виконується фрезою 4, співвісно посадженою на одному валу з копіювальним роликом, який, обкочуючись по копіру, забезпечує обробку пачки підошов 3 по копіру. Поворотні рухи пачка підошов отримує від планетарного механізму.
Машина 6 для зняття пилу складається з двох круглих волосяних щіток 7 і 8 з зустрічним обертанням, між якими переміщається пачка підошов.
Машина 9 для фарбування урізу підошов має розпилювач 10, що обприскує уріз пачки підошов, затиснутої в головці. Розпилювач фарбує уріз внутрішньої сторони підошов, здійснюючи навколо пачки рух по півколу, потім головка повертає пачку на 180 і розпилювач, здійснюючи знову рух по своїй траєкторії, фарбує уріз підошов із зовнішнього боку.
Для видалення пилу при обробці система оснащена індивідуальним пилозбірником 5.

Рис. 7.2. Система машин для контурної обробки підошов в пакетах
Практичне заняття №8 Тема: Машини для попереднього формування п’яткового вузла взуття
Завдання:
Накреслити кінематичну схему машини ЗФП-1-О.
Вивчити будову та принципи дії машин ЗФП-О та ЗФП-1-О.
Теоретичні положення
Машини для попереднього формування п’яткового вузла взуття застосовуються різних конструктивних модифікацій при однаковому принципі дії. Так, машини ЗФП-О і ЗФП-1-О відрізняються тим, що у ЗФП-О робочі органи розміщені в горизонтальній площині, а у ЗФП-1-О – у вертикальній. Машина ЗФП-О створена на базі машини для затягування п’яткової частини заготовки на колодки ЗПК-1-О і відрізняється від неї лише тим, що у ній здійснюється формування п’яткової частини заготовки на пуансоні, а в машині ЗПК-1-О – на затяжній колодці.
Машина ЗФП-1-О є машиною оригінальної конструкції. На ній можна обробляти всі види заготовок, у тому числі і з термопластичним задником, і закріплювати затяжну кромку п’яткової частини заготовки на устілці клеєм. Машина ЗФП-О – двохсекційна з гідравлічним приводом. Секції працюють незалежно одна від іншої.
Технологічний процес на машині здійснюється таким чином. Заготовку поміщають у термоактиватор для розігріву. Потім заготовку (рис. 8.1) встановлюють на пуансон 4 так, щоб геленочна частина опинплась між обоймою 3 і боковими упорами 2. Положення заднього зовнішнього ременя (або шва) контролюється за світловою рискою. Формування здійснюється у два такти. Після першого натискання на ліву педаль однієї з секцій бокові упори 2 зближаються і притискають геленочну частину заготовки з двох сторін до обойми 3. Потім обойма разом з боковими упорами переміщається в поздовжньому напрямку, витягуючи заготовку. Одночасно піднімається в робоче положення обтискна форма 1.
Перед другим натисканням на педаль необхідна пауза для контролю операції, що здійснюється працюючим візуально. При відсутності перекосів після другого натискання на педаль виконується другий такт. Пуансон 4 разом з обоймою 3 піднімаються до зіткнення сліду колодки з верхнім упором 5 і притикають п’яткову частину заготовки до обтискної форми. Обтискна форма охоплює п’яткову частину заготовки і, формуючи, притискає її до пуансона, потім гладильні пластини 6, переміщаючись вздовж сліду, загинають затяжну кромку на пуансон.
Машина ЗФП-1-О має в основному аналогічні робочі органи: пуансон 6 (рис. 8.2), обойму 5, бокові упори 4, обтискну форму 2, гладильні пластини 1 і задній упор 3. При натисканні на педаль вмикання бокові упори 4 зближаються і притискають геленочну частину заготовки до обойми 5 з двох боків. Потім обойма 5 з боковими упорами 4, опускаючись вниз, витягує заготовку, формуючи її на пуансоні 6. Після цього натисканням на долонні кнопки включення приводиться в дію механізм формування, задній упор 3 відходить, пуансон з обоймою і закріпленою заготовкою переміщається під обтискну форму 2, яка, опускаючись, охоплює п’яткову частину і приформовує її до пуансона. Потім опускаються гладильні пластини 1 і загинають затяжну кромку, після чого пуансон притискає її до пластин, формуючи її. По-закінченні заданого режиму часу всі робочі органи повертаються у вихідне положення.
|
|
Рис. 8.1. Принципова схема робочих органів машини ЗФП-О |
Рис. 8.2. Принципова схема робочих органів машини ЗФП-1-О |

Робота машини ЗФП-О наступна. Бокові упори 13 (рис. 8.3) приводяться в рух від гідроциліндрів 8 і 12, закріплених разом з обоймою 14 на повзуні 11, який жорстко зв’язаний зі штоком гідроциліндра 10 і має можливість переміщатися в напрямних плити 9. При першому натисканні на ліву педаль 43 масло від золотника керування 39 поступає в гідроциліндри 8 і 12, і бокові упори 13 зближаються. Потім спрацьовує гідроциліндр 10, і повзун 11 разом з обоймою 14 і боковими упорами 13 переміщаються від пуансона 15, відбувається натяг заготовки. Нижня опора 7 з’єднана зі штоком гідроциліндра підйому 4, під поршнем якого розміщена зворотна пружина 3. Корпус гідроциліндра 4 закріплений на стійці 2, в нижній частині, шарнірно посадженій ні вісь 1. На нижній опорі 7 закріплений ролик 5. Верхня частина корпуса циліндра 4 шарнірно з’єднана з лівим кінцем штока гідроциліндра повороту 37. У вихідному положенні опора відхилена на працюючого, а пружина 3 притискає знизу ролик 5 до виступу нерухомого упору 6 і перешкоджає опусканню нижньої опори. При другому натисканні на ліву педаль 43 спрацьовує гідроциліндр 37, і нижня опора повертається у бік від працюючого, притискаючи пуансон з заготовкою до обтискної форми 16. При сходженні ролика 5 з виступу упору 6 нижня опора 7 піднімається від гідроциліндра 4, притискаючи пуансон 15 до верхнього упору 22.
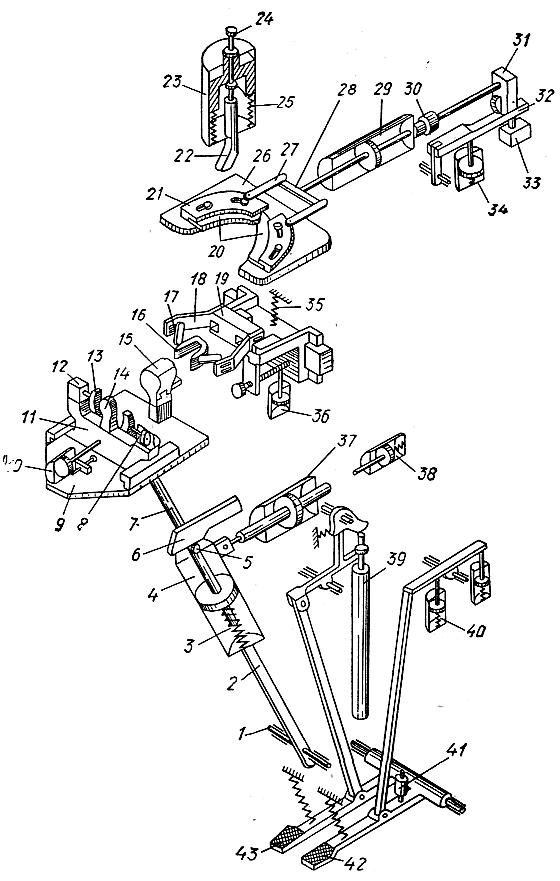
Рис. 8.3. Кінематична схема машини ЗФП-О
Обтискна форма 16 шарнірно з’єднана сергами 17 з пластинами 18, закріпленими на корпусі 19, що прикріплений до штоку гідроциліндра 36. У вихідному положенні обтискна форма пружиною 35 опущена вниз. Після першого натискання на педаль обтискна форма від гідроциліндра 36 піднімається вгору і під тиском пуансона 15 стискається, охоплює п’яткову частину і формує її. В кінці повороту нижньої опори правий кінець штока гідроциліндра 37 натискає на шток золотника 38, що керує роботою гідроциліндра гладильних пластин 20. Золотник перемикається і направляє масло в гідро циліндр 29 пластин 20, які насуваються на заготовку, повертаючись на слід взуття. Ці пластини закріплені на двох рухомих плитах 21, розміщених на плоскій основі 26. Над плитами встановлена плоска кришка з криволінійними пазами. В пази входять ролики, надягнуті на пальці, закріплені в плитах 21. Поворот пластин відбувається при ковзанні роликів рухомих плит 21 в криволінійних пазах верхньої кришки. Рухомі плити шатунами 27 зв’язані з планкою 28, прикріпленою до лівого кінця штока гідроциліндра 29. Рух пластин продовжується до тих пір, поки обмежувач 31 не впирається у гайку 30. В кінці ходу пластин ролик обмежувача 31 повертає планку 32, яка перемикає золотник 34 і натискає на контакт вимикача 33. Золотник 34 перекриває подачу масла в гідро циліндр верхнього упору 22 і він піднімається вверх, затяжна кромка пуансоном 15 притискається до пластин 20 і відбувається пресування затяжної кромки. Верхній упор 22 працює від гідроциліндра 23 односторонньої дії зі зворотною пружиною 25. Гвинт 24 служить для регулювання упору 22 по висоті. Вимикач 33 подає команду на реле часу, що автоматично контролює час формування. По-закінченні формування масло поступає в ліву порожнину гідроциліндра 29 і пластини 20 повертаються у вихідне положення.
При спрацюванні реле часу замикаються контакти електромагніта 41 і він натискає на праву педаль 42, вона опускається і перемикає золотник 40. Гідросистема і робочі органи машини приходять у вихідне положення. Вимикання машини можна також виконати натисканням ногою на педаль 42.
Робота машини ЗФП-1-О наступна. Бокові упори 4 і 25 (рис. 8.4) приводяться в рух від гідроциліндра 1 за допомогою штока 27, шарнірно з’єднаного з сергою 2. Серга шарнірно з’єднана з важелями 24, які повертають двоплечі важелі 3 і 26, які переміщають закріплені на них бокові упори. Бокові упори притискають заготовку до обойми 23, і при подальшому ході штока 27 відбувається опускання обойми вниз. Гідроциліндр 9 обтискної форми 6 та гідроциліндр 11 гладильних пластин 15 з’єднані між собою плитою 10. Після натискання на долонні кнопки масло поступає у верхню порожнину гідроциліндра 9, в результаті чого механізм переміщається вниз по напрямних 8 до зіткнення обтискної форми 6 з заготовкою, натягнутою на пуансон 5. При подальшому опусканні механізму вниз повертаються важелі 7 і обтискна форма 6 закривається, формуючи заготовку. Пластини 15 приводяться в рух від гідроциліндра 11 через коромисло 12, тяги 13 і рухомі плити 14. Гідроциліндри 22 і 16 забезпечують горизонтальне переміщення пуансона 5 і заднього упору 20 відповідно за допомогою штоків 18 і 21, шарніра 19 і напрямної 17.
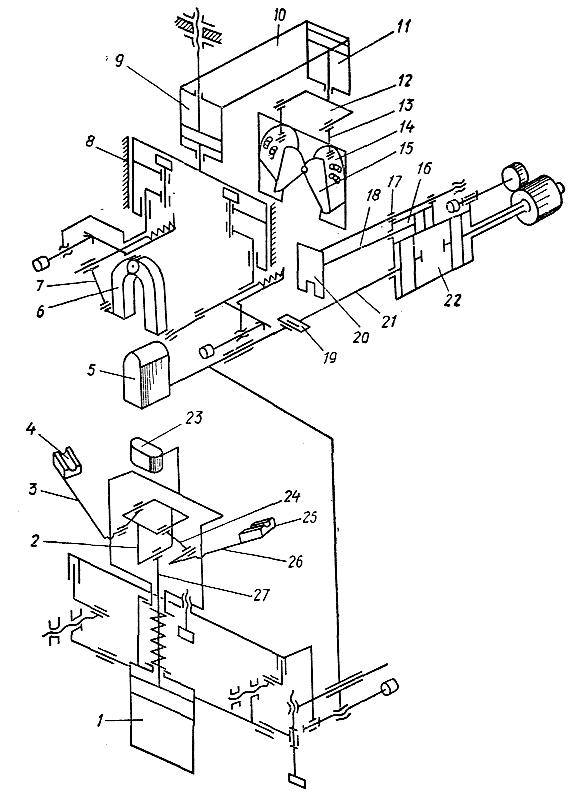
Рис. 8.4. Кінематична схема машини ЗФП-1-О