

Практичне заняття №6 Тема: Машини для з’єднання заготовок методом гарячої вулканізації і методом зварювання Завдання
Ознайомитись з теоретичними положеннями про методи з’єднання заготовок методом гарячої вулканізації і зварювання
Дати відповідь на контрольні питання
Теоретичні положення
1. Машини для з’єднання заготовок методом гарячої вулканізації створені для виконання процесів вулканізації канту, напливів халяв, а також заднього зовнішнього ременя кирзових чобіт.
Машина для вулканізації канту і напливів (рис. 6.1,а) складається з таких робочих органів: стола 1, прес-форм 2, 3 і 4. На стіл 1 укладається халява, орієнтована відносно прес-форм по мітках. По краю канта і в місцях утворення напливів укладаються смужки з сирої гуми з необхідним дозуванням. Потім при включенні машини в роботу опускаються від пневмоциліндрів пуансони 2, 3, 4 прес-форм і на протязі 8...10 хв. відбувається процес вулканізації. Температура вулканізації 100...110˚С. В результаті утворюються потрібні шви (рис. 6.1,б).
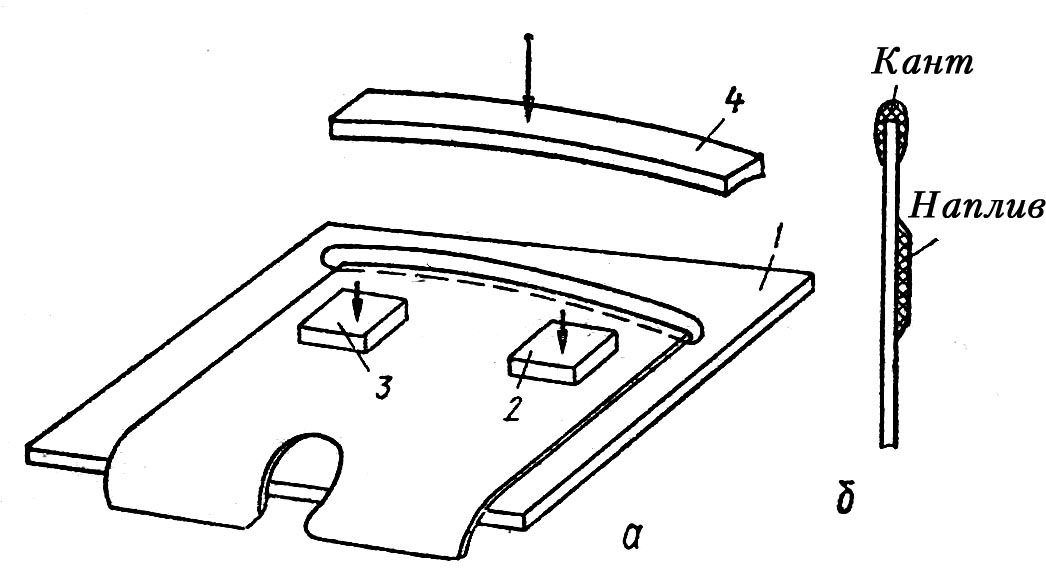
Рис. 6.1. Принципова схема машини для утворення канту і напливів кирзових чобіт методом гарячої вулканізації:
а – схема робочих органів; б – схема виробу
Для привулканізації заднього зовнішнього ременя по задньому шву кирзових халяв створено односекційну машину, яка складається з правила 1 для встановлення халяви, клина 8, який розсуває правило для розправлення халяви, верхньої рами 6 з прес-формою 4, засувка 2 для закриття прес-форми при опусканні рами, пружин 9 і 10 для підйому рами 6 по-закінченні процесу (рис. 6.2,а). Клин 8 працює від гідроциліндра 7, верхня прес-форма 4 – від пневматичного циліндра 5. Піднімається рама 6 і опускається рукояткою 3. В результаті утворюється задній зовнішній ремінь (рис. 6.2,б) з привулканізованої гумової смуги. Поверхня пасу має узор, аналогічний узору кирзи, оскільки робоча поверхня прес-форми 4 має відповідну обробку.
Описані машини, як і сам метод мають обмежене застосування.
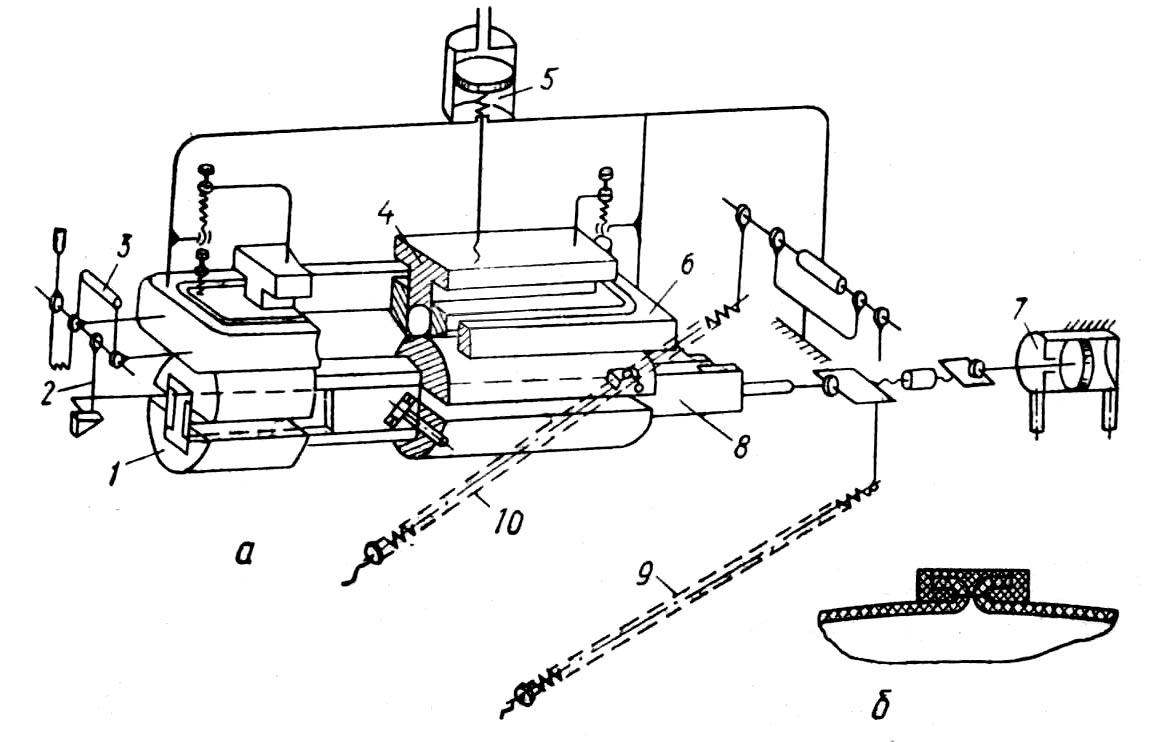
Рис. 6.2. Принципова схема машини при вулканізації заднього зовнішнього пасу:
а – схема виконання механізмів; б – схема виробу
2. Машини для з’єднання заготовок методом зварювання отримали поширення у взуттєвому і галантерейному виробництві для з’єднання деталей, виготовлених з термопластичних синтетичних матеріалів. Відомі методи зварювання термопластичних матеріалів, що використовуються в різних виробництвах, поділяють на дві великі групи: з підведенням теплової енергії та її генеруванням.
До методів зварювання з підведенням теплової енергії відносять контактно-теплове, газове і екструзійне зварювання. До методів зварювання з генеруванням теплової енергії – високочастотне, ультразвукове, радіаційне, лазерне, фрикційне.
У виробництві взуттєвих і галантерейних виробів найбільшого поширення отримало високочастотне зварювання (зварювання СВЧ).
Суть методу зварювання СВЧ полягає в тому, що термопластичний матеріал, поміщений у полі СВЧ, розігрівається до в’язкотекучого стану внаслідок перетворення енергії електричного високочастотного поля в теплову енергію всередині самого матеріалу.
Робочими органами високочастотних установок для зварювання є електроди, які виготовляють з металів з високою електропровідністю: латуні, сплавів алюмінію. Електроди виготовляють за формою, подібною до різаків, однак, для того, щоб запобігти утворенню електричної дуги і пригоранню матеріалу, краї контактної частини заокруглені. Для отримання електродів потрібної якості до їх конструкцій висуваються певні вимоги.
Використовують два види електродів: з однаковою шириною контактної частини (рис. 6.3,а) і з одним розширеним електродом (рис. 6.3,б). Якість зварювання отримується краща при роботі з електродами однакової ширини, оскільки в цьому випадку крайовий ефект поля СВЧ менший і матеріал нагрівається рівномірніше. Із зменшенням ширини електродів зменшується розсіювання електричної енергії.
Ширина
контактної частини електрода повинна
бути рівною подвійній товщині пакета,
що з’єднується. Радіус заокруглення r
повинен бути рівним 1/8 ширини
![]() (
(![]() ).
Питомий тиск на матеріал повинен бути:
для шкіри – 0,3...0,8 МПа, для плівкових
матеріалів – 0,1...0,5 МПа. При завищеному
тиску в процесі зварювання при переході
матеріалу у в’язкотекучий стан електроди
витискають його в сторони і відбувається
зменшення товщини шва. Тому існує
оптимальна залежність між питомим
тиском р,
шириною електрода а,
часом високочастотного нагріву t
і динамічним коефіцієнтом в’язкості
матеріалу μ:
).
Питомий тиск на матеріал повинен бути:
для шкіри – 0,3...0,8 МПа, для плівкових
матеріалів – 0,1...0,5 МПа. При завищеному
тиску в процесі зварювання при переході
матеріалу у в’язкотекучий стан електроди
витискають його в сторони і відбувається
зменшення товщини шва. Тому існує
оптимальна залежність між питомим
тиском р,
шириною електрода а,
часом високочастотного нагріву t
і динамічним коефіцієнтом в’язкості
матеріалу μ:
![]() (6.1)
(6.1)
де
![]() – ступінь ущільнення матеріалу при
зварюванні (b
i b1
– початкова і кінцева товщини).
– ступінь ущільнення матеріалу при
зварюванні (b
i b1
– початкова і кінцева товщини).
Щоб забезпечити потрібну кінцеву товщину зварного шва у зварювальних установках, передбачається обмеження ходу електрода.
Високочастотні зварювальні установки складаються з двох основних частин: високочастотного лампового генератора 1 (рис. 6.3,в), який є джерелом високочастотної електромагнітної енергії, і зварювального преса 2. Зварювальні преси застосовують з нерухомим столом, з висувним столом і карусельні. У наведеній схемі прес 2 має нерухомий стіл 7, на якому змонтована нерухома плита 6, і головку 3, у якій розміщений привод верхньої рухомої плити 5.
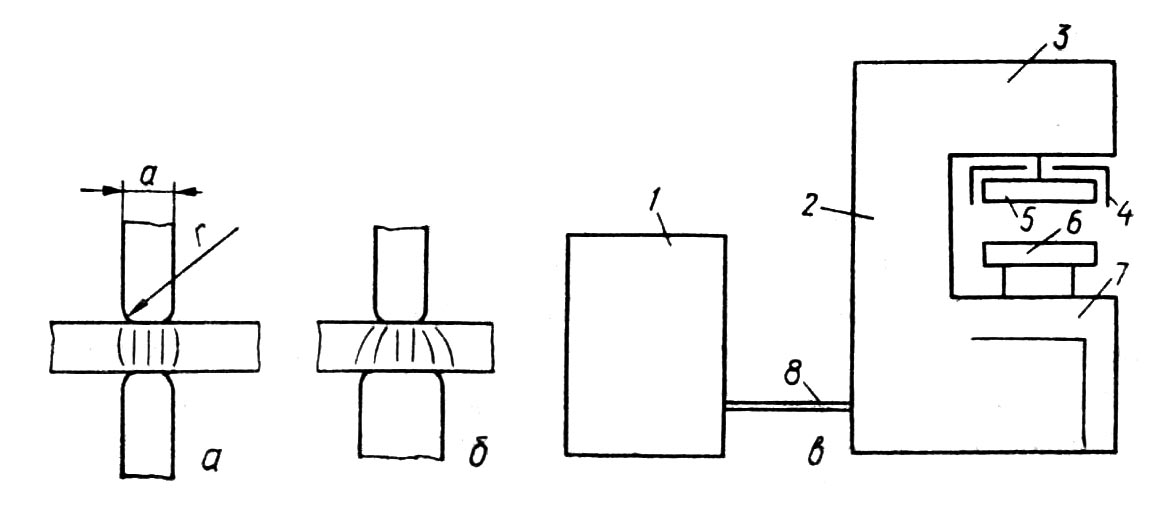
Рис. 6.3. Зварювання за допомогою СВЧ
З’єднувані матеріали укладаються лицевою поверхнею до електродів, між якими вони розміщуються, і поміщаються між плитами 5 і 6. При цьому утворюється робочий конденсатор, між обкладками якого пульсує електрична енергія, що перетворюється в матеріалі в теплову. Робоча зона в період зварювання захищена екраном 4. Плити 5 і 6 з’єднані з електричним проводом за допомогою одинарних шин, гнучких елементів і ковзаючи контактних пристосувань. Від генератора 1 до преса 2 струм підводиться через провід 8.