

Контрольні питання
Принцип дії машини для вулканізації канту і напливів.
Принцип роботи машини для вулканізації заднього зовнішнього ременя.
Чому методи гарячої вулканізації мають обмежене застосування?
Класифікація методів зварювання термопластичних матеріалів.
Суть методу зварювання СВЧ.
З яких матеріалів виготовляють електроди високочастотних установок для зварювання?
Якою повинна бути ширина контактної частини електрода?
Яка оптимальна залежність між питомим тиском р, шириною електрода а, часом високочастотного нагріву t і динамічним коефіцієнтом в’язкості матеріалу μ при зварюванні?
Будова високочастотних зварювальних установок.
Для чого передбачається обмеження ходу електрода у зварювальних установках?
Практичне заняття №7 Тема: Вивчення будови та принципів дії багатоопераційних агрегатів для обробки підошов Завдання
Накреслити принципову схему агрегата фірми “Ральфс” для обробки підошов.
Накреслити принципову схему системи машин для контурної обробки підошов
Вивчити будову та принципи дії машин та агрегатів.
Теоретичні положення
1. Багатоопераційні агрегати для обробки підошов по площині.
Ефективність їх застосування полягає в значному підвищенні продуктивності і покращенні умов праці, зменшенні числа працюючих у виробництві та економії виробничих площ.
Агрегат фірми “Ральфс” складається з послідовно встановлених машин прохідного типу, з’єднаних між собою засобами міжопераційного транспортування. Продуктивність агрегату 750 пар/год. Підошви на агрегаті обробляються поштучно і переміщаються послідовно від машини до машини автоматично.
Принцип дії агрегату такий. Підошви, укладені в магазин 2 (рис. 7.1) завантажувального пристрою магазинного типу орієнтовано носочною частиною вперед і лицевою вверх, подаються штовхачем 1 в робочі органи першої машини для профілювання, яка складається з подавального 21 і профілюючого 3 валів і нерухомого ножа 20, обертової циліндричної волосяної щітки 19 для очищення від пилу і двох транспортуючих валиків 5, які направляють оброблену підошву на стрічковий транспортер 6 для подачі її в наступну машину 7. Відходи матеріалу видаляються по відвідному стрічковому транспортеру. Пил по відвідному трубопроводу 4 видаляється в пилозбірник. Хід штовхача 1 і положення верхнього валика 3 регулюються залежно від розміру і товщини підошви. При подачі деталі в клеймильну машину 7 стопорний пристрій її зупиняє і вмикає клеймильну головку. Після клеймення стрічковий транспортер переміщає її до переорієнтувального пристрою 8, що являє собою сумісно схрещену пару стрічкових транспортерів. Переорієнтувальний пристрій перевертає підошви лицевою стороною вниз і подає в машину для нанесення клейової плівки. Клей-розчин наноситься на неходову поверхню підошви зверху.
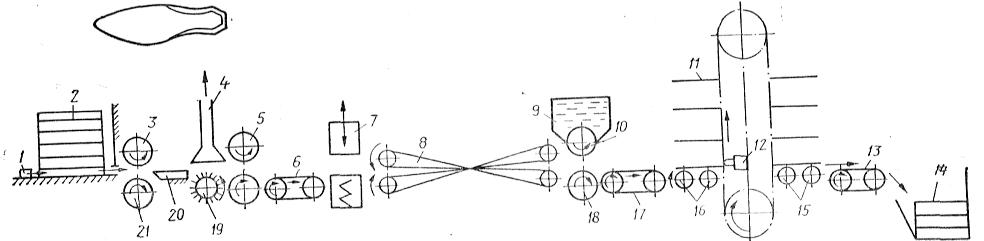
Рис. 7.1. Принципова схема агрегату фірми “Ральфс” для обробки підошов

Машина для нанесення клею складається з двох обертових валиків 10 і 18. Нижній валик 18 – транспортуючий. Верхній валик 10 має на поверхні насічку і поміщений у ванночку 9 з клеєм. Він здійснює нанесення клею на підошви. У ванночку клей поступає безперервно від насосної установки. Товщина клейової плівки регулюється положенням скребка відносно валика 10. Намазані зверху підошви по стрічковому транспортеру 17 подаються на поличку сушила 11. В позиції завантаження між штирками полички сушила розміщені обертові ролики 16, які доводять підошву до кінцевого вимикача 12. Він включає сушило 11, яке переміщається на один крок, підставляючи наступну поличку під завантаження. Сушило являє собою кроковий вертикально-замкнутий ланцюговий елеватор. Сушіння здійснюється радіаційно-конвективним способом. Після сушіння підошви знімаються з полички сушила роликами 15 на стрічковий транспортер 13, який скидає їх в касету 14 і стопілює.
Перевага агрегату – його гнучкість. Він побудований за модульним принципом і його можна переналагоджувати, роз’єднувати машини для окремої самостійної роботи або доповнювати іншими технологічними машинами прохідного типу. На його базі багато підприємств створюють агрегати для нанесення клею на підошви і сушіння клейової плівки.