

Практичне заняття №4 Тема: Вивчення будови і роботи вирубних пресів кареточного типу Завдання
Накреслити кінематичну схему преса ПГС-30.
Вивчити будову та принцип дії вирубних пресів кареточного типу.
Теоретичні положення
1. Вирубний прес-автомат кареточного типу 2071 А/275.55 фірми “Шен” призначений для вирубування деталей взуття з листових і рулонних матеріалів. Розкрій виконується повністю в автоматичному режимі з програмним управлінням за допомогою мікропроцесорної техніки і дисплею для вводу програми. Прес розвиває удар силою у 250кН, робочий проліт прес-автомата складає 2500 мм, кількість ударів за хвилину до 30, тобто час одного удару до 2 с.
Прес-автомат складається: з вирубного преса кареточного типу; пристрою для автоматичної подачі матеріалу під розкрій; пристрою для видалення відходів та деталей; системи керування.
Кожен пристрій приводиться в рух від індивідуального приводу, керування якими здійснюється за єдиною програмою.
Фірма випускає декілька модифікацій прес-автомата, які відрізняються конструкцією пристроїв подачі.
Так, для подачі до вирубного преса 1 (рис. 4.1, а) одношарових рулонних матеріалів застосовують роликову подачу 2; для подачі листових матеріалів в один шар використовують рухому плиту 4 (рис. 4.1, б) з зажимами 3; для подачі багатошарових настилів застосовують кліщові захвати 6 (рис. 4.1, в) з фіксуючими зажимами 5, а також пристрій з вирубною стрічкою подачі 7 (рис. 4.1, г), до якої матеріал притискається зажимами 6 для переміщення матеріалу під ударник преса 1, при цьому під час вирубування матеріал притискається зажимами 5.
Для розширення технологічних можливостей прес-автомата до каретки преса кріплять магазин різаків, що являє собою шести-, восьмигранний барабан 8 (рис. 4.1, д), на гранях якого закріплені різаки різних розмірів та форм.
Вирубний прес має верхню нерухому траверсу 1 (рис. 4.2), каретку 6 з установочною плитою 7, до якої кріпиться різак 8. Каретка 6 автоматично переміщається вздовж прольоту преса за програмою від крокового електродвигуна постійного струму 5. В кінці ходу каретка повертається на 180º відносно вертикальної осі і рухається у зворотному напрямку .
Опускання ударника на удар здійснюється від індивідуального гідравлічного приводу. При наборі певної кількості вирубаних деталей в різаку каретка переміщається до стрічкового транспортера 9 і виштовхує на його стрічку пакет деталей, після цього повертається на своє попереднє місце і продовжує вирубування.
У випадках, коли довжина листа картону не кратна кроку подачі (довжині деталей), ударник повертається на 90º або 270º і вирубує деталі не вздовж листа, а впоперек.
Автоматична подача листів картону здійснюється за допомогою пристроїв: пристрою 11 для укладання стопки картону і підйому її до рівня захватного пристрою; захватного пристрою 4 з присосками, які захоплюючи верхній лист картону, відділяють його від стопи і подають до подавального пристрою; подавального пристрою, що складається з кліщового захвату 3, притискного пристрою 2 і вирубної стрічки 10.
Вирубна стрічка 10 складається з чотирьох шарів з покриттям з полівінілхлориду (загальною товщиною 7 мм). Стрічка натягнута на два барабани і направляючі ролики. Механізм приводу індивідуальний механічний, працює від електродвигуна постійного струму.
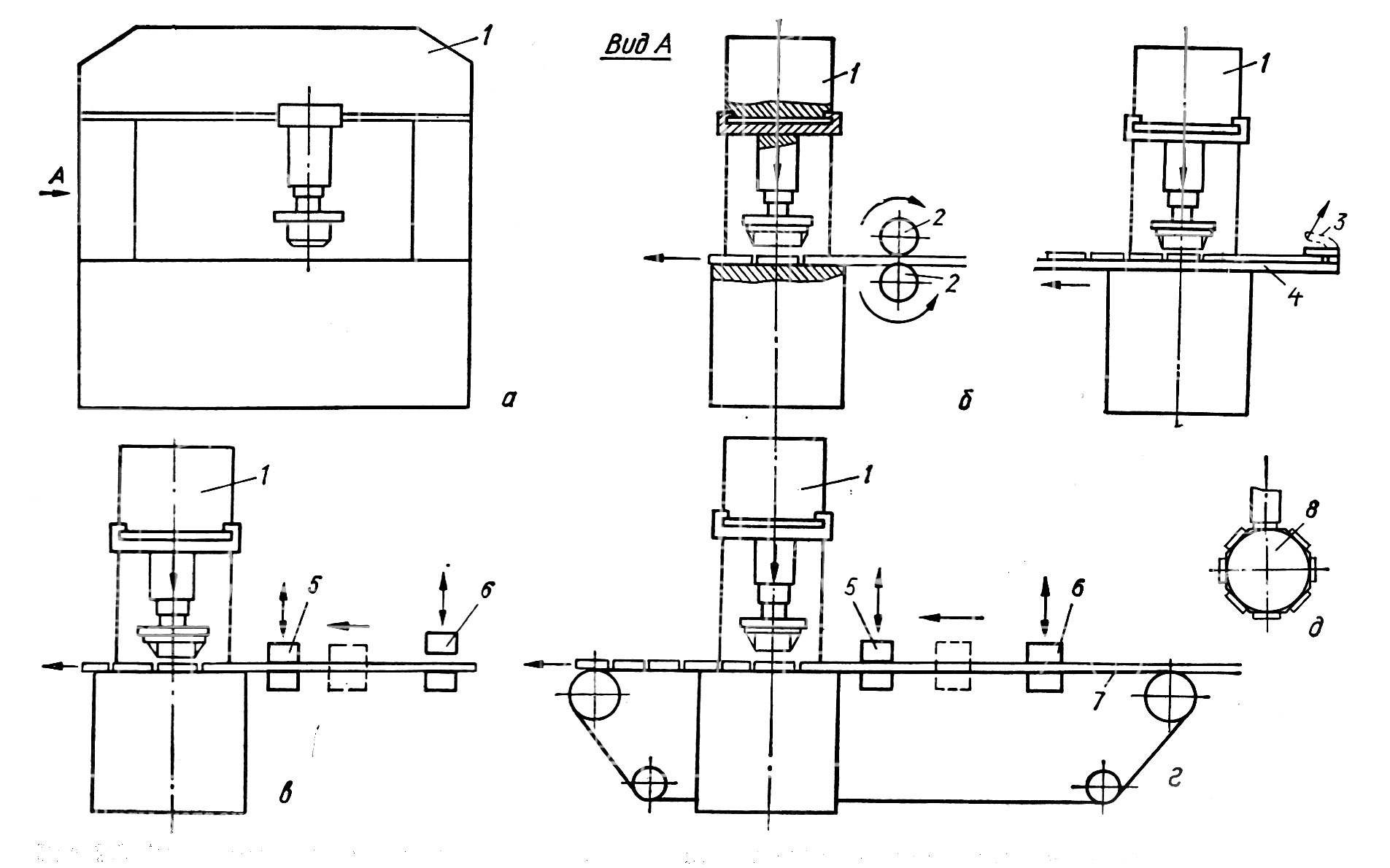
Рис. 4.1. Види пристроїв для подачі рулонного матеріалу до прес-автомата кареточного типу фірми “Шен”: а – роликове; б – кліщове; в – з зажимами; г – з зажимами і стрічкою подачі; д – барабан для кріплення різаків
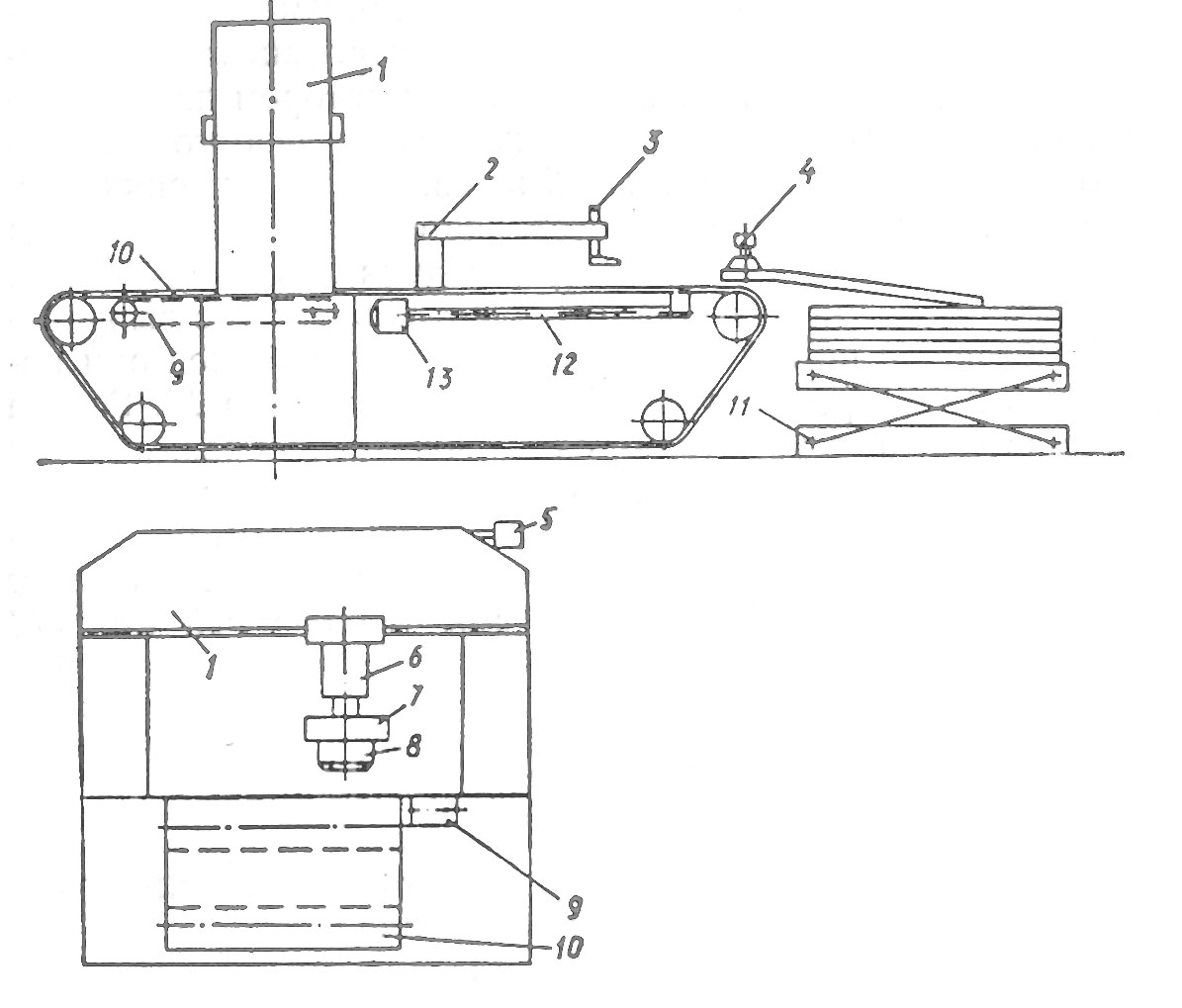
Рис. 4.2. Загальний вигляд прес-автомата кареточного типу фірми “Шен”
Стрічковий транспортер 9 рухається вперед, виводячи вирубані деталі з небезпечної зони, де працюючий знімає їх зі стрічки. Виштовхування деталей з різака здійснюється пневматичним виштовхувачем. Вирубавши один ряд деталей, каретка зупиняється, вирубна подавальна стрічка 10 переміщує лист картону на задану відстань, і вирубування продовжується.
Відкриття і закриття кліщових зажимів подавального пристрою 3 та їхній рух вниз для захвату листа картону здійснюється від пневмоприводу фабрики (загальної системи стисненого повітря). Горизонтальне (робоче) переміщення зажими здійснюють разом з вирубною подавальною стрічкою 10. Зворотній (холостий) хід вони отримують від електродвигуна 13 і ходового гвинта 12.
Робота прес-автомата.
Стіл 11 піднімає стопку картону до рівня захватного пристрою 4, що складається з рами з чотирма присосками, які регулюються по ширині прольоту преса. Присоски працюють від індивідуальної вакуумної системи. Підйомний стіл 11 (1000×1000 мм) працює від індивідуального гідроприводу і має вантажопідйомність 10 кН при висоті підйому 1000 мм. Присоски подають лист картону до кліщового захвату 3, який переміщає його на вирубу вальну стрічку 10. До стрічки лист картону притискається притискним пристроєм 2. Далі захват рухається синхронно з подавальною стрічкою, подаючи лист картону під ударник преса. Сигнал про подачу матеріалу під розкрій подається фотодатчиком. Розкрій картону програмується на дисплеї. На кожен різак вводяться координати, що визначають положення різака: х – по довжині, у – по ширині, α – кут повороту різака. Лист картону розбивається на певну кількість ударів, яка вводиться в дисплей. Дисплей виконує індикацію ударів вирубки, всіх допоміжних функцій, аналіз пошкоджень та іншу інформацію.
Вирубний прес кареточного типу ПГС-30 призначений для розкрою деталей з рулонних плівкових матеріалів з одночасним зварюванням по краю за допомогою СВЧ. Основним режимом роботи преса є зварювання з наступним вирубуванням. Крім того, він може працювати або лише в режимі зварювання, або лише в режимі вирубування.
Прес містить генератор СВЧ. Встановлювати прес необхідно в ізольованому приміщенні і періодично перевіряти зону обслуговування преса на допустиму величину поля СВЧ.
Прес складається зі станини, рухомої каретки з ударником, розкатного пристрою, переднього і заднього екранів гідро- та електрообладнання. Станина має основу 30 (рис. 4.3) і верхню траверсу 3, з’єднані між собою стійками 2. До стійок і основи прикріплено стіл 32, на якому встановлена алюмінієва плита 33, підключена до електромережі преса. На плиту укладають лист 34 електрокартону. По направляючих верхньої траверси 3 за допомогою ланцюгових передач 8 переміщається каретка 4 з ударником 36, хід якого регулюється маховиком 37. На передній стінці основи преса розміщені долонні кнопки 31 і 35, призначені для вмикання робочого циклу. З лівої сторони преса розміщений гідропривод 1, а з правої – генератор СВЧ і електрообладнання 29. Робочі зони преса з боку обслуговування та завантаження матеріалу оснащені рухомими захисними екранами: переднім 14 і заднім 13. На пресі передбачене автоматичне блокування, що вмикає подачу високочастотної напруги від генератора СВЧ лише при повністю опущених екранах.
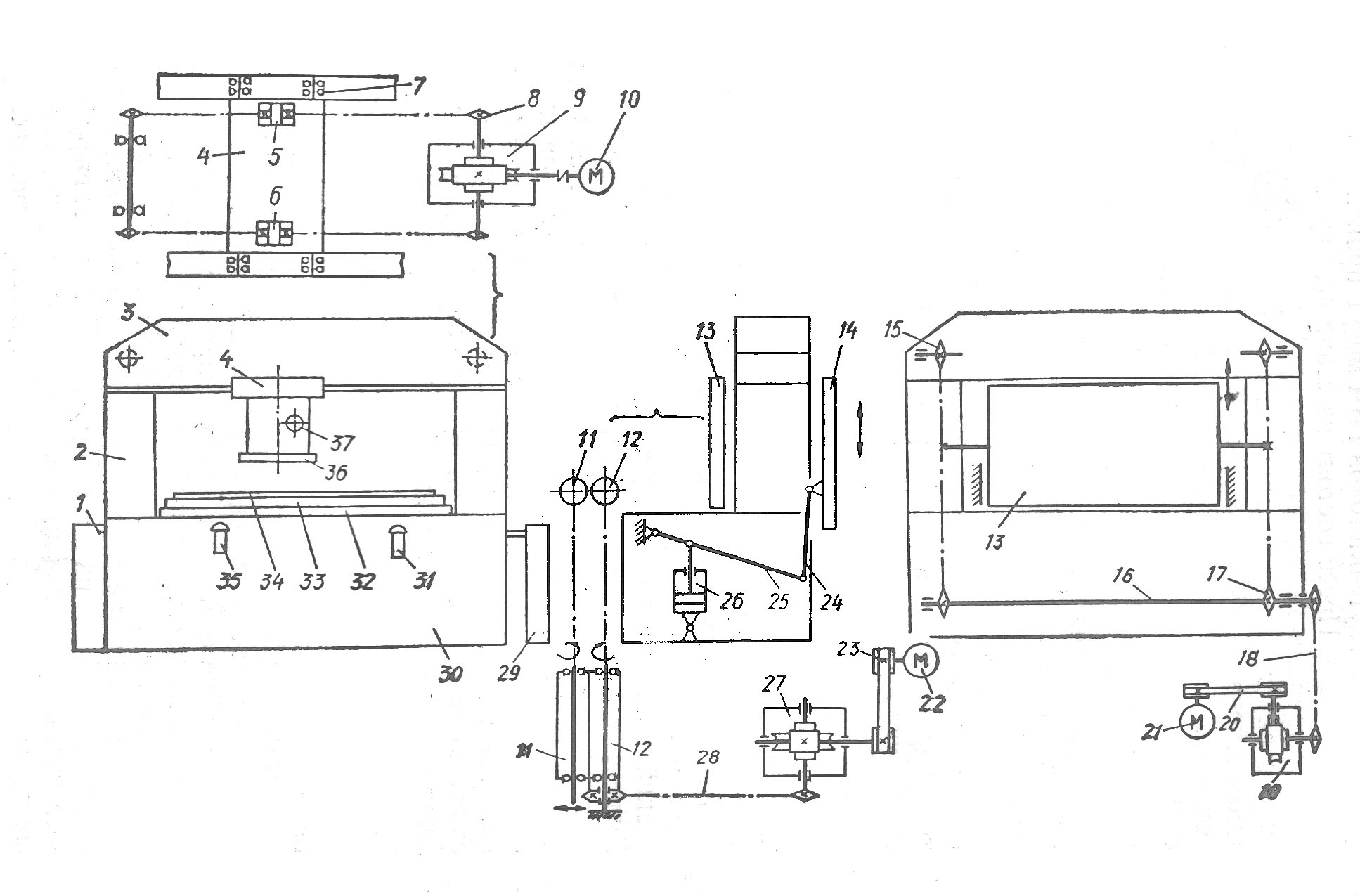
Рис. 4.3. Кінематична схема преса ПГС-30
Робота на пресі в напівавтоматичному режимі здійснюється таким чином. Спочатку вмикають автоматичний вимикач і електродвигун заднього екрана. Рулони матеріалу і картону встановлюють в розкатний пристрій і заправляють їх між подавальним 12 і притискним 11 барабанами. Картон в процесі відіграє роль підкладки для отримання чистого зрізу. Після цього задній екран опускається. Вмикають привод преса розкатного пристрою. Матеріал і картон з рулонів подаються на вирубну плиту 33. Розкрійник встановлює на матеріал різак і налаштовує реле часу на необхідний час витримки, потім маховиком 37 встановлюють хід ударника вниз залежно від товщини матеріалу і висоти різака. Після цього вмикають генератор СВЧ і прес на удар натисканням на обидві кнопки 31 і 35. Спочатку опускається передній захисний екран. При досягненні крайнього нижнього положення екрана опускається ударник і подається команда на вмикання СВЧ, відбувається зварювання. Потім генератор СВЧ відключається, і відбувається охолодження виробу без зменшення тиску на електрод. По-закінченні охолодження відбувається вирубування деталі, і ударник піднімається вгору, одночасно піднімаються захисні екрани.
Для роботи в автоматичному режимі здійснюється попереднє налагодження преса. Застосована система шляхового керування. На лінійці траверси встановлюють упори із заданим кроком; на каретці – кінцеві вимикачі; кінцеві вимикачі-обмежувачі встановлюють на траверсі, різак закріплюють на ударнику. Всі пристрої преса працюють від індивідуальних приводів: механічних і гідравлічних. Так, від механічних приводів здійснюється переміщення каретки вздовж прольоту преса, підйом і опускання заднього захисного екрана і робота пристрою для розмотування рулону матеріалу. Від гідравлічного привода здійснюється опускання каретки на удар і робота заднього захисного екрана. Каретка отримує зворотно-поступальне переміщення вздовж прольоту преса від електродвигуна 10 через черв’ячний редуктор 9 і ланцюгові передачі 8. Каретка планками 5 і 6 жорстко зв’язана з однією віткою ланцюгових передач 8 і переміщається по направляючих траверси 3 на роликах 7. Опускання і підйом переднього екрана 14 здійснюється за допомогою гідроциліндра двосторонньої дії 26 через важелі 25 і тяги 24. Переміщається екран по напрямних. Опускання і підйом заднього екрана по напрямних здійснюється від електродвигуна 21 через клинопасову передачу 20, черв’ячний редуктор 19, ланцюгову передачу 18, вал 16 і ланцюги 17 і 15, з яким з’єднаний екран 13. Пристрій для розмотування рулонів складається з барабана подачі 12 і притискного барабана 11. Подаючий барабан 12 обертається від електродвигуна 22 через клинопасову передачу 23, черв’ячний редуктор 27 і ланцюгову передачу 28. Притискний барабан обертається від барабана подачі за рахунок сил тертя.