

Определить требования к базовым поверхностям зубчатого колеса
Требования к точности заготовок под операцию зубонарезание определяются по рекомендациям [1, табл.6.14]. Точность базового отверстия определяется по нормам плавности работы передачи.
Точность диаметра вершин зубьев зависит от варианта его использования. Наиболее часто − 2-й вариант, как измерительная база для выверки заготовки на станке. Тогда имеем допуск на диаметр вершин зубьев:
Тda = 0,01 m ,
а допуск на радиальное биение по вершинам зубьев: Fd=0,6·Fr.
Торцовое биение базового торца на диаметре 0,75d находим расчетом, определив F=9 мкм, по [1, табл.6.9]:
FТ = (0,5 F 0,75d)/B.
Расчетные значения округлить до ближайших стандартных величин по
[1, гл.2, табл.2.8 и табл.2.9].
Вычертить зубчатое колесо в соответствии с требованиями оформления рабочих чертежей по ГОСТ 2.403. На чертеже обязательно указать точность базовых поверхностей (посадочного отверстия, диаметра вершин зубьев, допускаемого биения базового торца, биения окружности выступов).
Чертеж зубчатого колеса сопровождать таблицей его параметров в соответствии с ГОСТ 2.403. Таблица помещается на поле чертежа в верхнем правом углу и состоит из трех частей. Части должны быть четко выделены толстыми линиями (обычно выделяется длина общей нормали или другие параметры, контролирующие толщину зуба).
Контрольный комплекс указывают отдельно и помещают в записку. Примеры таблиц с контрольными комплексами даны в пособии [1].
1.3. Выбор универсальных средств измерения
Для одной детали (вал или отверстие) из соединений, рассмотренных в пп.1.1.1., требуется выбрать средство измерения. Согласно исходным данным, выбрать метод измерения (контактный или бесконтактный, абсолютный или относительный, прямой или косвенный); указать целесообразность использования универсальных средств измерения для однократных цеховых условий измерения (операционный контроль).
По относительной точности изготовления (IT/тех) определить параметры разбраковки.
Решить вопрос о значениях приемочных границ и показать их на схеме полей допусков.
Таблица 1.9
Карта исходных данных для выбора средств измерений
Наименования исходных данных |
Значения исходных данных |
Контролируемая поверхность (вал или отверстие) |
|
Исполнительный размер (D1и D2, D3 или d1, d2, d3) |
|
Допуск на контролируемый размер, мкм |
|
Коэффициент технологической точности IT/тех |
|
Тип производства |
|
Допускаемая погрешность измерения = δИЗM определяется по ГОСТ8.051 или ГОСТ8.549 (для размеров с общими допусками) [1,табл.7.1; 5] в зависимости от заданного размера и квалитета.
По установленной погрешности измерения в таблице [1, 5] выбрать универсальное средство измерения для цеховых условий: Δ ≤ δИЗM [1,табл.7.2; 5]. При выборе конкретных средств измерений (СИ) учитывать конструктивные особенности детали (вал или отверстие), а также значение номинального размера, от которого зависит диапазон измерения СИ.
Указать условное обозначение средства измерения и описать принцип его действия. При выборе средств измерений необходимо обеспечить оптимальные требования к точности измерений. Необходимо решить вопрос о значениях приемочных границ на основе технико-экономического анализа (рис.1.3).
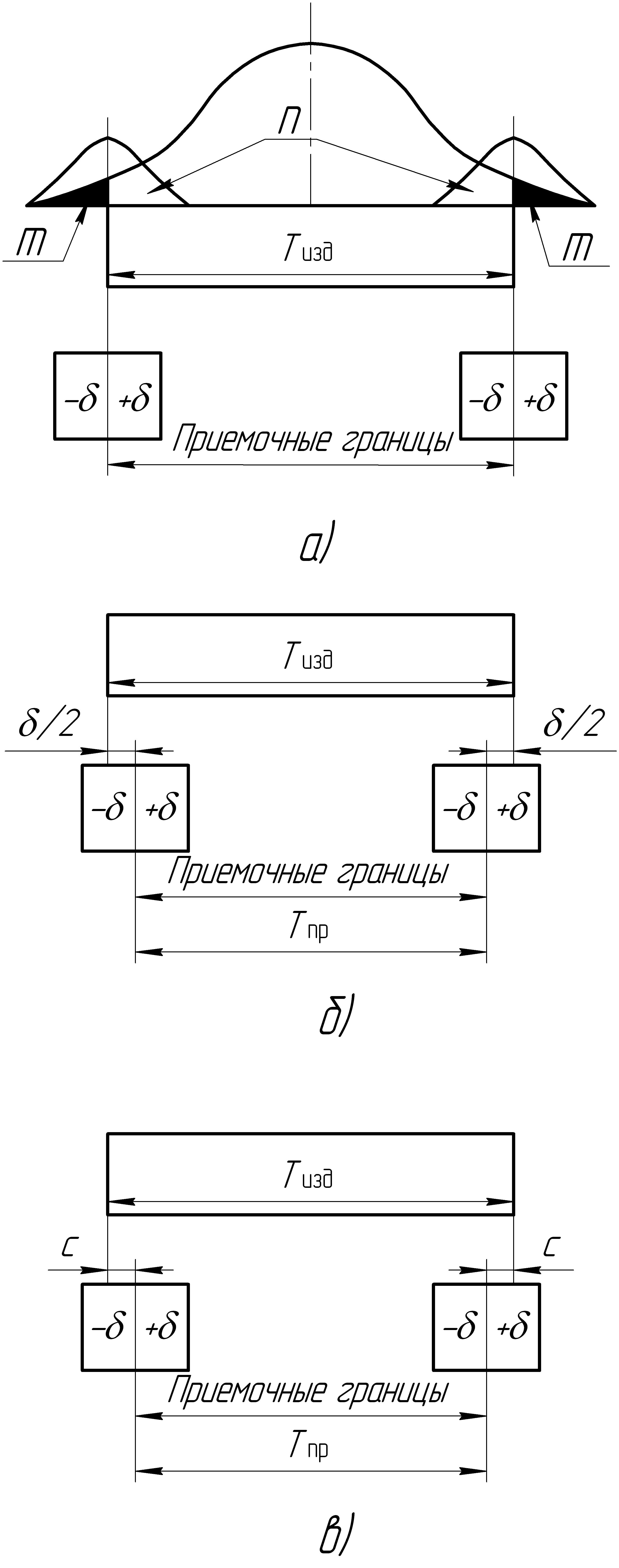
Рис. 1.3. Варианты установления приемочных границ:
a – приемочные границы совпадают с предельными размерами (Тпр=Тизд);
б – смещены на половину допускаемой погрешности измерения (Тпр=Тизд - );
в – смещены на вероятную величину с (Тпр=Тизд -2с)
Увеличение погрешности в два раза приводит к возрастанию потерь (риски потребителя, травматизм, загрязнения окружающей среды и др.) в четыре раза, а затраты на измерения уменьшаются лишь на 50%, что ведет к повышению стоимости изделия.
Если используется относительный метод контроля, необходимо указать требования к эталонной детали или концевым мерам длины.
Определить
параметры разбраковки (m,
п, с)
для заданного
коэффициента
технологической точности IT/
тех
и
относительной погрешности метода
измерения
- Амет(σ)
=
![]() .
Использовать в формуле предельную
погрешность
выбранного средства измерения. Погрешности
разбраковки (т,
п, с)
определяются
по прил. 2 к ГОСТ
8.051 или по графикам [1,
рис.7,1; 5].
.
Использовать в формуле предельную
погрешность
выбранного средства измерения. Погрешности
разбраковки (т,
п, с)
определяются
по прил. 2 к ГОСТ
8.051 или по графикам [1,
рис.7,1; 5].
Возможны три варианта назначения приемочных границ. При первом варианте (рис.1.3,а) приемочные границы совпадают с нормируемыми предельными значениями размера, то есть влияние погрешности измерения учитывается конструктором при выборе квалитета и вида посадки. Этот вариант является предпочтительным в отечественной и международной практике.
Во втором варианте (рис. 1,3, б) приемочные границы устанавливают введением так называемого производственного допуска, который меньше табличного допуска на величину погрешности измерения:
Тпр= IT − = Тизд - .
При третьем варианте (рис.1.3,в) приемочные границы смещены внутрь поля допуска на величину с, что учитывает возможное влияние погрешности измерения, причем с ≤ 0,5δ:
Тпр =IT −2c= Тизд – 2с.
Второй вариант применяется в условиях мелкосерийного производства при выпуске особо ответственных изделий (авиация, космонавтика, приборостроение и другие), когда недопустимо поступление бракованных деталей на сборку. Третий вариант применяется в условиях серийного и крупносерийного производства при нестабильном технологическом процессе (IT/σтех 6) с целью расширения области использования грубых универсальных средств (таких, как штангенциркуль, микрометр и др.).
При введении производственного допуска необходимо рассчитывать новые значения приемочных границ, а на чертеже размер обозначается буквой русского алфавита и в технических требованиях делается соответствующая запись. Например, для стандартного размера 50k6:
«На
размер Б вводится производственный
допуск Б =
![]() ».
».
Приемочные границы: 50,004….50,016.
Допустимая погрешность измерения при арбитражной перепроверке деталей определяется по формуле: δapσ = 0,3δ.
Выбрать конкретное средство измерений для арбитражной проверки забракованных деталей и указать метод измерения.