

2.6. Шпиндельная группа специального станка
На рис.2.6 показана шпиндельная группа специального станка.
Шпиндель станка 5 установлен на основных подшипниках в гильзе 12. Гайка 11 с короткой длиной свинчивания регулирует зазор в подшипниках шпинделя. Особый механизм может перемещать гильзу 12 вместе со шпинделем вдоль оси.
По диаметру D3 необходим зазор, предельные значения которого предусмотрены заданием.
Зубчатые колеса 2 и 8 должны быть хорошо сцентрированы на валах. На вал 13 по D2 установлено зубчатое колесо 2. Передача вращения обеспечивается призматическими шпонками.
Зубчатое колесо 8 установлено на шлицевую втулку 9. Шлицевый хвостовик шпинделя 5 должен свободно перемещаться вдоль оси шлицевой втулки 9. Шлицы в отверстии втулки закаливаются.
Зубчатая передача скоростная, испытывает значительные нагрузки и нагревается до +60 ºС. Колёса выполняются из стали, а зубчатые венцы закаливаются и шлифуются. Станина станка (корпус 1) выполняется из чугуна и нагревается не более + 30 ºС.
Промежуточный корпус 4 подшипника 6 монтируется в гнездо корпуса 1 с точным центрированием по диаметру D1, после чего окончательно крепится болтами 7 с нормальной длиной свинчивания.
Концы вала 13 опираются на шариковые подшипники 3 и 14.
Подшипники имеют перегрузку до 150%, толчки и вибрации умеренные, режим работы нормальный.
Между крышкой и подшипником 3 предусмотрен тепловой зазор, величина которого обеспечивается расчетом размерной цепи.
Перечислим звенья размерной цепи:
A1и A5 − высота буртиков крышек;
A2 и A4 − толщина прокладок;
A3 – корпусной размер;
A6 и A10 – ширина подшипников;
A7 − длина ступени вала;
A8 − ширина ступицы зубчатого колеса;
A9 − высота распорной втулки.
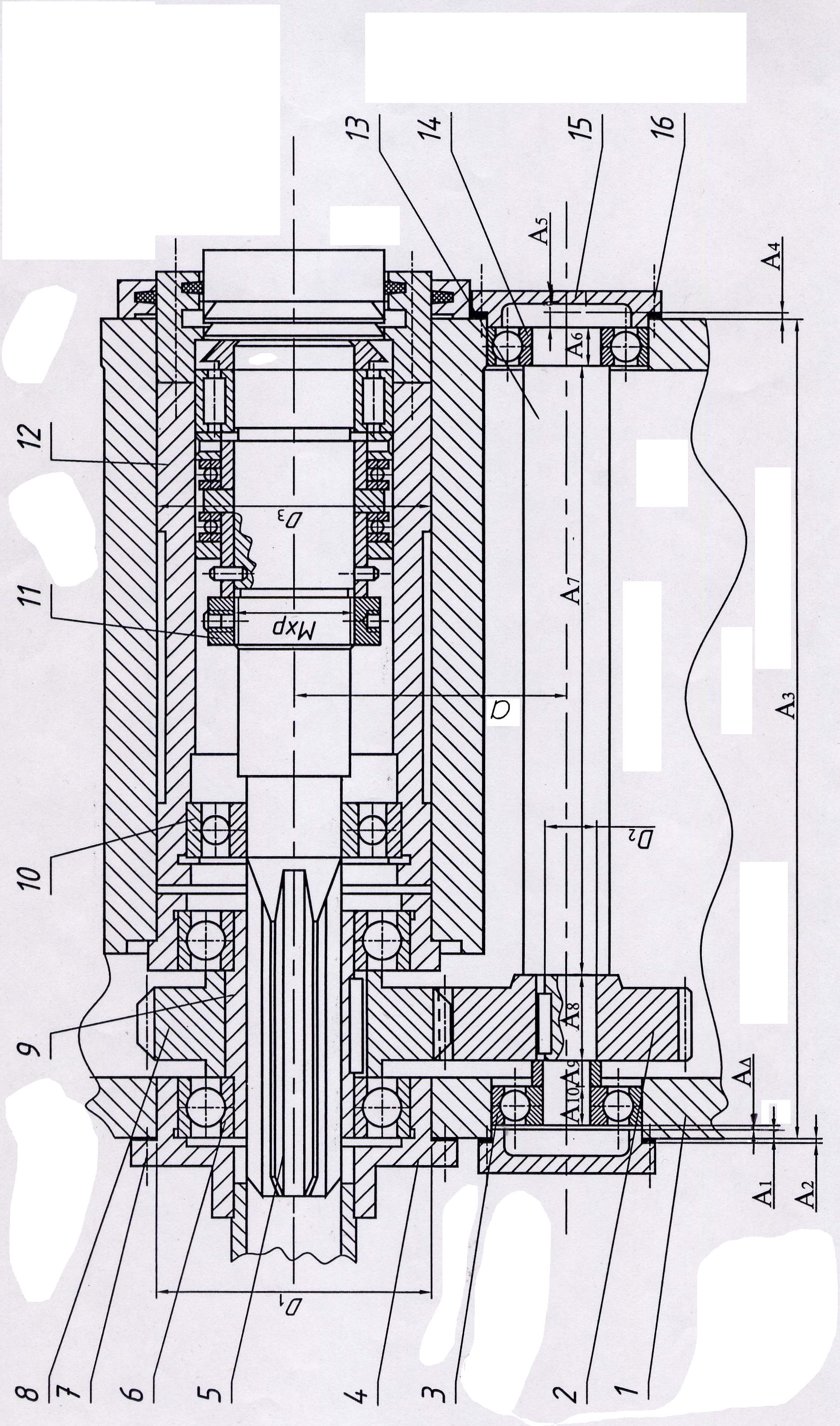

Таблица 2.6
Исходные данные к рисунку
№ варианта |
Гладкие цилиндрические соединения |
Подшипники качения |
Шпоночное соединение |
||||||||||||||||||||||||||||
D1 |
D2 |
D3 |
Smax |
Smin |
Отв. ITD1 σтех |
№ поз |
Условное обозначе-ние |
Радиаль-ная на-грузка кН |
d |
b |
|||||||||||||||||||||
мм |
мкм |
мм |
|||||||||||||||||||||||||||||
1 |
230 |
50 |
200 |
125 |
50 |
4 |
6 |
6-320 |
15 |
50 |
14 |
||||||||||||||||||||
2 |
280 |
60 |
260 |
120 |
55 |
3 |
3 |
5-80310 |
10 |
60 |
18 |
||||||||||||||||||||
3 |
250 |
70 |
220 |
90 |
15 |
3 |
3 |
5-312 |
25 |
70 |
20 |
||||||||||||||||||||
4 |
220 |
60 |
200 |
90 |
15 |
5 |
10 |
660613 |
15 |
60 |
18 |
||||||||||||||||||||
5 |
200 |
50 |
180 |
80 |
15 |
4,5 |
10 |
160612 |
13 |
50 |
14 |
||||||||||||||||||||
6 |
190 |
55 |
180 |
110 |
45 |
4,0 |
6 |
160614 |
30 |
65 |
18 |
||||||||||||||||||||
7 |
240 |
65 |
220 |
145 |
50 |
3,5 |
3 |
6-309 |
25 |
65 |
18 |
||||||||||||||||||||
8 |
220 |
36 |
210 |
125 |
40 |
3 |
3 |
5-307 |
18 |
36 |
10 |
||||||||||||||||||||
9 |
190 |
45 |
160 |
125 |
45 |
3,5 |
3 |
80208 |
15 |
45 |
14 |
||||||||||||||||||||
10 |
220 |
65 |
200 |
110 |
40 |
4 |
6 |
6-318 |
20 |
65 |
18 |
||||||||||||||||||||
№ варианта |
Шлицевое соединение |
Резьбовое соединение |
Зубчатая передача |
||||||||||||||||||||||||||||
Z |
d |
D |
№ поз |
Обзначение резьбы |
d2 изм |
|
/2пр |
/2лев |
№ поз |
a |
m |
Z
|
V м/с |
||||||||||||||||||
мм |
мм |
мкм |
мин |
мм |
|||||||||||||||||||||||||||
1 |
10 |
82 |
88 |
7 |
М10 |
8,94 |
15 |
-8 |
+10 |
8 |
240 |
3 |
80 |
10 |
|||||||||||||||||
2 |
10 |
72 |
82 |
11 |
М80х2 |
78,58 |
60 |
+25 |
+45 |
2 |
200 |
4 |
40 |
15 |
|||||||||||||||||
3 |
8 |
62 |
68 |
7 |
М8 |
7,15 |
25 |
-10 |
+15 |
2 |
210 |
3 |
35 |
12 |
|||||||||||||||||
4 |
8 |
56 |
62 |
11 |
М76х2 |
74,6 |
26 |
+9 |
-9 |
8 |
228 |
3 |
78 |
10 |
|||||||||||||||||
5 |
8 |
52 |
60 |
11 |
М80х2 |
78,6 |
30 |
+8 |
-6 |
8 |
180 |
4 |
76 |
18 |
|||||||||||||||||
6 |
16 |
56 |
65 |
11 |
М90х2 |
88,6 |
60 |
+40 |
-45 |
2 |
225 |
5 |
45 |
20 |
|||||||||||||||||
7 |
10 |
72 |
78 |
7 |
М8 |
7,08 |
20 |
0 |
+10 |
8 |
225 |
3 |
75 |
15 |
|||||||||||||||||
8 |
10 |
82 |
92 |
7 |
М6 |
5,25 |
15 |
+8 |
-10 |
8 |
246 |
3 |
82 |
12 |
|||||||||||||||||
9 |
16 |
52 |
60 |
7 |
М8 |
7,12 |
18 |
+10 |
-5 |
2 |
140 |
4 |
35 |
10 |
|||||||||||||||||
10 |
10 |
72 |
78 |
7 |
М12 |
10,8 |
30 |
-30 |
+15 |
2 |
152 |
4 |
38 |
18 |
|||||||||||||||||
№ варианта |
Размерная цепь, размеры в мм |
||||||||||||||||||||||||||||||
Аmax |
Аmin |
A1=A5 |
A2=A4 |
A3 |
A6=A10 |
A7 |
A8 |
A9 |
|||||||||||||||||||||||
1 |
2,8 |
0,8 |
5 |
2,0 |
218 |
21-0.12 |
120 |
40 |
10 |
||||||||||||||||||||||
2 |
2,5 |
0,5 |
6 |
2,5 |
245 |
27-0.12 |
120 |
52 |
12 |
||||||||||||||||||||||
3 |
2,5 |
0,5 |
5 |
1,5 |
267 |
31-0.12 |
145 |
48 |
15 |
||||||||||||||||||||||
4 |
3,5 |
1,0 |
7 |
2,0 |
258 |
25-0.12 |
110 |
70 |
18 |
||||||||||||||||||||||
5 |
3.0 |
0,5 |
8 |
2,5 |
275 |
20-0,12 |
144 |
65 |
15 |
||||||||||||||||||||||
6 |
2,8 |
0,6 |
10 |
2,0 |
264 |
23-0,12 |
124 |
60 |
18 |
||||||||||||||||||||||
7 |
3,2 |
0,8 |
7 |
1,5 |
270 |
25-0,12 |
125 |
72 |
12 |
||||||||||||||||||||||
8 |
2,8 |
0,5 |
8 |
2,0 |
290 |
21-0,12 |
146 |
80 |
10 |
||||||||||||||||||||||
9 |
2,6 |
0,5 |
5 |
2,0 |
226 |
18-0,12 |
105 |
65 |
14 |
||||||||||||||||||||||
10 |
2,8 |
0,5 |
7 |
2,5 |
270 |
25-0,12 |
136 |
60 |
15 |
||||||||||||||||||||||