

4 6. Бесцентрошлифовальные станки. Особенности компоновки. Основные узлы. Основные и вспомогательные движения. Особенности базирования привода изделий
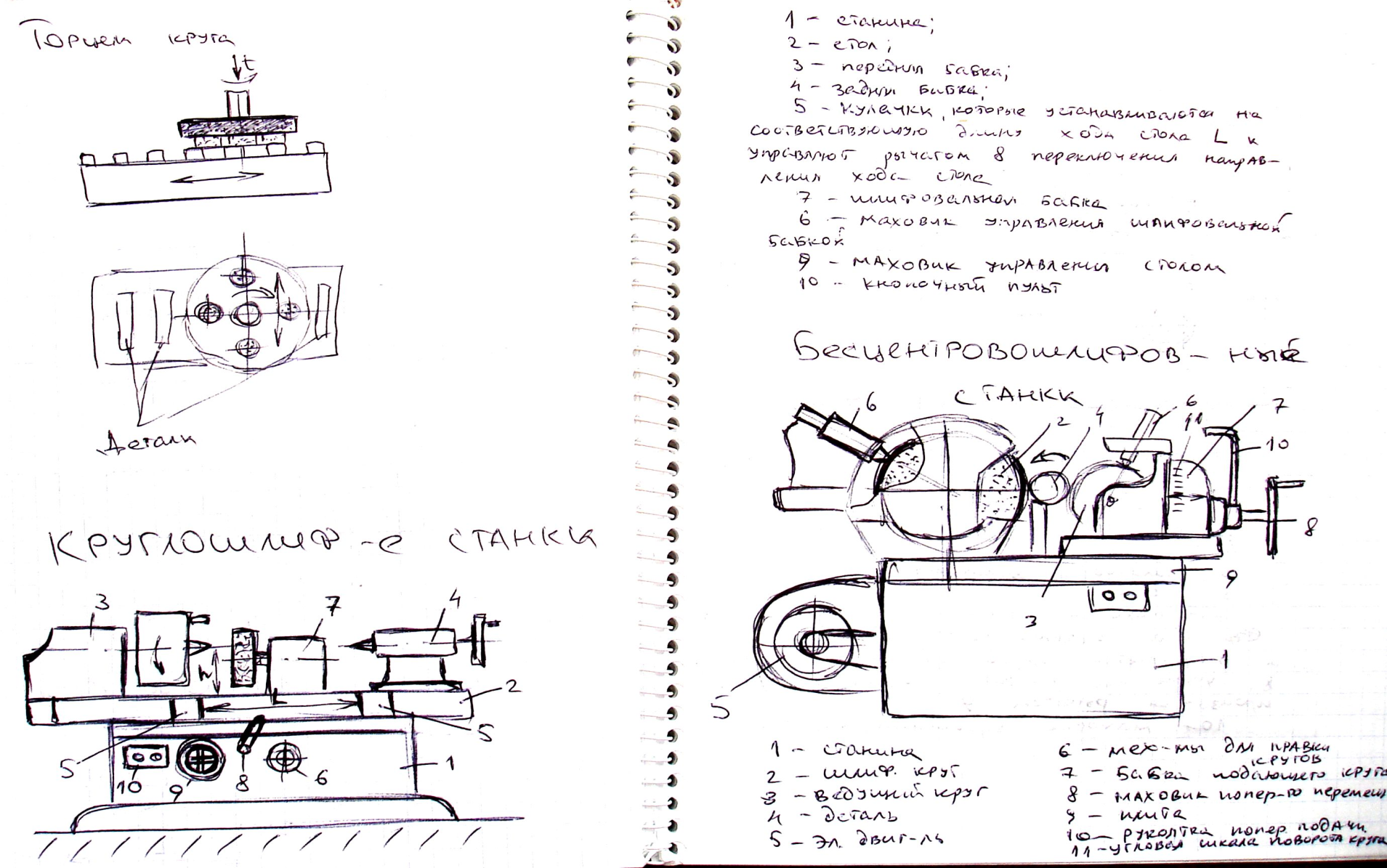
Бесцентрошлиф. станки – предназначены для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а так же деталей не имеющих центровых отверстий. Бывает: круглое внутреннее, планетарное, и т д
Основные узлы безцентрошлифованных станков.
47 Станки для финишных операций. Формообразующие движения. Основные узлы. Основные и вспомогательные движения
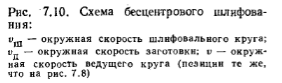
Назначение и классификация. При выполнении финишных шлифовальных операций с поверхностей заготовок удаляют незначительные неровности в виде микрогребешков, образовавшихся на предшествующих операциях, при этом обеспечивается шероховатость Ra<0,32 мкм. В станках используется инструмент в виде абразивных брусков и абразивной ленты (изготовляются из мелкозернистых материалов и связки) или паста (суспензия). Различают шлифовально-доводочные, хонинго-вальные, суперфинишные, притирочные и полировальные станки.
Шлифовально-доводочные станки. По компоновке и назначению узлов данные станки мало отличаются от шлифовальных станков. Различие заключается в том, что на шлифоваль-но-доводочных станках применяют специальные мелкозернистые круги (с зернистостью 16 и менее), при этом частота вращения круга при обработке уменьшается в 4 — 5 раз, а заготовки — в 3 раза. Шероховатость обрабатываемой поверхности составляет Ra = 0,32...0,08 мкм. Станки обеспечивают повышение точности геометрической формы после предварительного чистового шлифования.
Хонинговальные станки. Обработка заготовок на этих станках производится мелкозернистыми абразивными брусками, закрепленными в хонинговальной головке (хоне), совершающей вращательное и возвратно-поступательное движение вдоль оси заготовки. Станки применяют главным образом для обработки отверстий в гильзах, блоках цилиндров, шатунах и цилиндрах. Процесс хонингования, обеспечивающий обработку деталей с шероховатостью Ra = 0,32...0,04 мкм, позволяет также исправить погрешности формы (конусообразность, овальность и пр.). Обработка заготовок происходит с подачей СОЖ (керосина, минерального масла, эмульсии). Станки изготовляются с вертикальным и горизонтальным расположением одного или нескольких шпинделей.
48. Многооперационные станки (мс), классификация. Операции, выполняемые на мс. Основные и вспомогательные движения. Компоновки мс сверлильно-фрезерно-расточной группы
Многооперационные (многоцелевые) станки с числовым программным управлением предназначены для комплексной обработки деталей с автоматической сменой инструментов. Многооперационные станки в основном используют для обработки призматических и корпусных деталей, имеющих большое число гладких, ступенчатых и резьбовых отверстий различных диаметров и расположенных с разных сторон детали. Кроме того, возможна обработка плоскостей и сложных контуров.
Таким образом, на многооперационных станках производят сверление, зенкерование, растачивание, развертывание, нарезание резьбы, подрезание торцов, фрезерование контуров и плоскостей. Известны станки, на которых кроме указанных операций возможны разметка, строгание, протягивание.
Отличительной особенностью этих станков является максимальная концентрация операций на одной позиции, т. е. замена одним многооперационным станком нескольких станков, каждый из которых осуществлял бы свою операцию. Следовательно, назначение многооперационных станков диктует необходимость иметь значительный запас инструментов, автоматическую их смену, устройство для периодического деления, обеспечивающее обработку с нескольких сторон, и приспособление для автоматической смены заготовок.
На станках этого типа, как правило, обрабатывают дорогостоящие детали, поэтому многооперационные станки должны обладать высокой надежностью. С этой целью станки оснащают системами диагностики и контроля детали и инструмента, а в системе числового управления должна быть предусмотрена возможность ручной (с пульта) или автоматической коррекции положения и перемещения узлов станка и инструментов, а также режимов резания в соответствии с показаниями контрольно-измерительной аппаратуры.
Наиболее распространенные многооперационные станки имеют компоновку, сходную с компоновками станков общего назначения.