

Система удаления изделий из формы.
Назначение системы выталкивания – удаление без повреждения отливки из формы за короткое время и возврат системы в исходное положение. При конструировании системы выталкивания необходимо учитывать характер усадки элементов изделия, прилипание (адгезию) изделия к форме, другие усилия прижимающие изделие к форме.
Благодаря усадке изделие, как правило, без затруднения извлекается из гнезда матрицы, но удерживается на пуансоне, знаках, т.к. эти элементы препятствуют усадке материала. Выталкиванию изделия препятствует также разность атмосферного давления и давления возникающего между изделием и оформляющей деталью. В итоге результирующее усилие, прижимающее изделие к поверхности формы должно быть преодолено силой, удаляющей изделие. При этом изделие не должно повреждаться. Важным фактором при выталкивании является температура изделия в момент выталкивания, допускаемые напряжения материала при температуре выталкивания, коэффициент трения, адгезия. Система выталкивания состоит из деталей, образующих выталкивающее пространство для размещения выталкивателей, плит, деталей сброса и возврата системы в исходное положение.



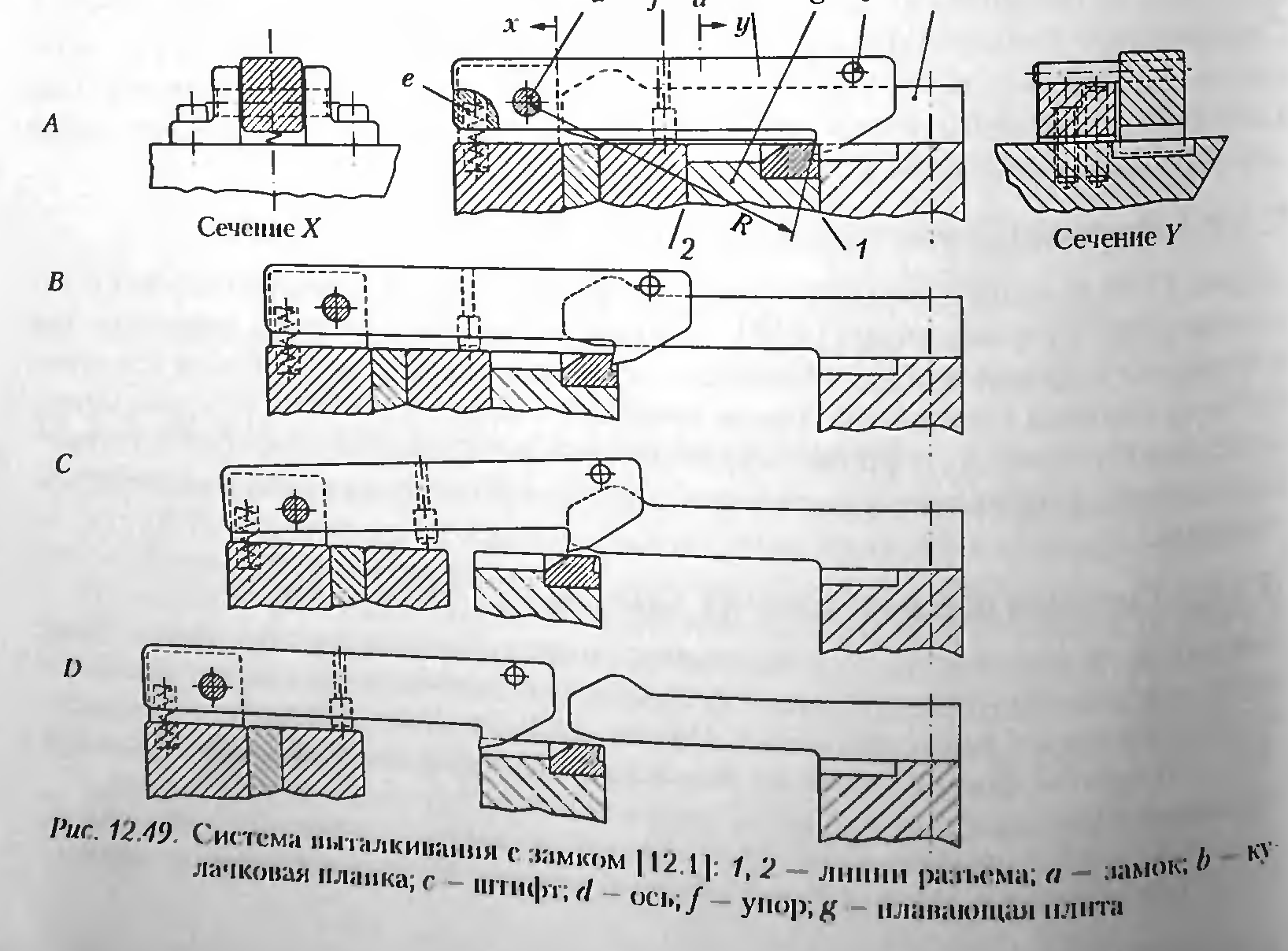
Общий вид системы выталкивания показан на рис.

Для извлечения изделий применяются различные типы выталкивателей: стержневые, грибковые, трубчатые, сталкивающие плиты, пневматические и гидравлические. Грибковые выталкиватели используют в основном при необходимости увеличения площади контакта выталкивателя с изделием для предотвращения пластических деформаций и разрушений. Трубчатые толкатели используют для извлечения изделий с глубокими сквозными или глухими отверстиями, когда на оформляющих их знаках возникают значительные усилия сцепления и применение других выталкивателей может привести к разрушению изделия. Плиты съема используют при выталкивании эластичных тонкостенных изделий.


Пневматические системы выталкивания используют для снятия крупногабаритных плоских изделий. Существуют два типа пневматических выталкивателей: игольчатый и грибковый.
Системы с автоматическим отделением литника (требуют наличия нескольких плоскостей разъема).


Литьевые машины. Общее устройство, параметры и работа.
Литьевая машина работает следующим образом: гранулированный материал загружается в бункер. Оттуда самотеком попадает в материальный цилиндр, в котором находится шнек-поршень 1. Загрузочная зона бункера охлаждается для того чтобы гранулы не прилипали к стенкам питающего отверстия материального цилиндра и не уменьшали его сечение. Температура здесь поддерживается ниже температуры плавления полимера. Материальный цилиндр имеет несколько зон обогрева. Нагрев осуществляется элементами электросопротивления. Каждая зона снабжена термопарой для контроля и поддержания необходимой температуры. Хвостовик червяка –поршня имеет шлицевую нарезку, которая позволяет передавать крутящий момент на червяк-поршень с одновременным перемещением его вправо при наборе необходимой порции расплава. Привод червяка осуществляется от редуктора 2. Крутящий момент и осевые усилия, действующие на червяк воспринимаются упорным подшипником. Для впрыска подготовленной порции расплава в форму, т.е. для создания необходимого давления в машине имеется гидроцилиндр 3, плунжер которого 10 находится на одной оси с червяком. Для прижатия узла впрыска к форме предназначен гидроцилиндр 7. Для запирания формы – гидроцилиндр 13.

Литьевая машина с червячным пластикатором: 1 – червяк; 2 – редуктор; 3 – гидроцилиндр впрыска; 4, 5 – конечные выключатели; 6 – штанга управления выключателями 4 и 5; 7 – гидроцилиндр прижима узла впрыска; 8 – передняя неподвижная плита узла смыкания; 9 – задняя неподвижная плита; 10 – колонки; 11 – подвижная плита; 12 – литьевая форма; 13 – гидроцилиндр
Литьевая машина – это универсальное оборудование и на ней может устанавливаться любая форма с любым объемом впрыска (в пределах ее мощности). Для регулирования этого объема предусмотрен механизм, штанга которого связана с червяком и при его движении вправо, т.е. при наборе массы впереди шнека, штанга, нажимая, на конечный выключатель отключает вращение двигателя. Одновременно включается подача рабочей жидкости в гидроцилиндр 3 и вся система поршень-шток-подшипник-хвостовик червяка-червяк перемещается влево, выдавливая подготовленную порцию расплава через центральный литник, разводящие литники в оформляющую полость литьевой формы 12. Форма охлаждается каналами.
Основные параметры литьевой машины следующие: объем впрыска (от 16 до 4000 см3); давление литья (112-132 МПа); объемная скорость впрыска (30-655 см3/c); пластикационная производительность; усилие запирания формы; расстояние между колоннами; максимальное и минимальное расстояние между плитами; ход подвижной плиты.
Основным рабочим узлом литьевой машины является узел пластикации, где материал переводится в вязкотекучее состояние, а затем под высоким давлением выдавливается в оформляющую полость. Так как в передней части материального цилиндра материал находится в расплавленном состоянии, то при приложении к нему давления порядка 130 МПа расплав может выдавливать по нарезке червяка в обратную сторону. Чтобы этого не происходило, и вся порция полимера проходила через сопло материального цилиндра на конце шнека устанавливается специальное запорное устройство. Существует два типа запорных устройств: втулочный и шариковый.
Втулочный работает следующим образом. Червяк поршень вращаясь вокруг своей оси продвигает расплав к выходу из нарезки 1. Выйдя из нарезки, расплав начинает скапливаться перед втулкой 3, оказывает на нее давление и она смещается в крайнее левое положение, опираясь на торпеду 4. Расплав по внутреннему диаметру втулки поступает через скосы на торпеде в переднюю область материального цилиндра. При наборе необходимой дозы вращение червяка-поршня останавливается, подается рабочая жидкость в гидроцилиндр впрыска и червяк перемещается влево. Перемещаясь влево, он своей фаской садится на фаску втулки, перекрывая тем самым доступ расплава к межвитковому пространству. Когда порция выдавлена, включается вращение червяка. Он снова начинает выдавливать расплав и тот своим давлением сдвигает втулку на торпеду, освобождая тем самым проход расплаву в переднюю часть материального цилиндра.
Шариковый работает следующим образом. При вращении шнека 1 расплав попадает в область между торпедой 3, червяком 1 и цилиндром 2. В торпеде выполнено ступенчатое отверстие. Расплав попадает в отверстие меньшего диаметра, продавливается через него, омывает шарик 6, расположенный в отверстии большего диаметра, и поступает в область перед торпедой. Накапливаемый расплав давит на торпеду и тот отодвигается вправо и так пока не наберется необходимая доза. Вращение останавливается, срабатывает гидроцилиндр впрыска и червяк перемещается влево. Под давлением расплава шарик садится в гнездо малого отверстия, перекрывая его. Чтобы шарик не выпал в нижней части отверстия предусмотрена шпилька 7.
Механизмы перемещения ползуна с прикрепленной к нему матрицей формы могут быть гидромеханические, гидравлические, электромеханические рычажные и электромеханические винтовые (рис.7). Наиболее распространены механизмы с гидроприводом, при этом в ЛМ малой и средней мощности применяются гидромеханические рычажные системы запирания. Их основные преимущества — высокие скорости перемещения формы; значительные усилия запирания; компактность и сравнительно небольшая металлоемкость.
Гидравлические системы запирания позволяют развивать максимальные усилия, плавно, бесступенчато регулировать скорость движения ползуна, они не нуждаются в специальных устройствах для регулирования расстояния между плитами при смене.

Разновидности устройства механизмов смыкания и запирания
ФОРМУЮЩИЙ ИНСТРУМЕНТ ЭКСТРУДЕРОВ.