

Экзаменационный билет №7
1. Инжекторный резак
Инжекторный ацетиленовый резак
Поступающий через ниппель кислород разветвляется далее по двум направлениям (см. рисунок ниже). Одна его часть проходит через трубки с вентилем и выходит через канал внутреннего мундштука, образуя струю режущего кислорода. Другая часть кислорода направляется через вентиль в центральный канал инжектора. При прохождении струи кислорода с высокой скоростью создается разрежение, в результате чего в нее подсасывается ацетилен (горючий газ), поступающий через боковые каналы инжектора. Горючая смесь, образующаяся в смесительной камере, выходит через зазор между внутренним и наружним мундштуками и сгорает, создавая подогревающее пламя.
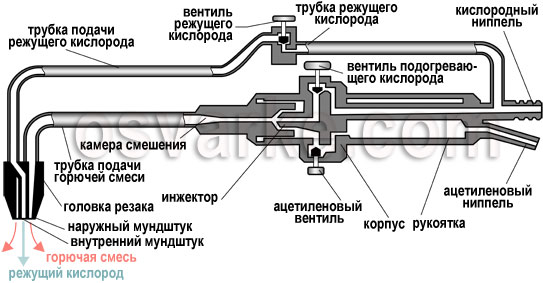
Рисунок. Схема инжекторного газового резака
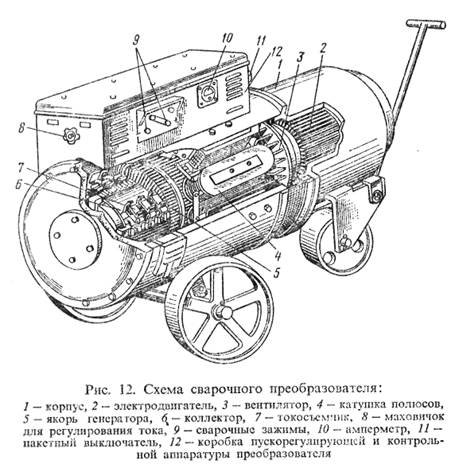
2. Сварочный преобразователь.
Сварочный преобразователь – это аппарат преобразующий одно напряжение в другое напряжения другой частоты.
3. Техника безопасности на рабочем месте при РДС.
При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2x2 или 2х3 м с подвижной брезентовой занавеской. Кабина оборудуется поворотным столом , рабочими местами сборщика и сварщика, сварочным аппаратом, стеллажом для деталей, помостом для готовых изделий.
Рабочее место сварщика во многих случаях выполняют в виде манипулятора, позволяющего сварщику легко поворачивать изделие в удобное для сварки положение. Кабина должна иметь местную вентиляцию. В кабине должен быть комплект инструмента сварщика и запас электродов. Корпус сварочного
аппарата заземляется, все провода тщательно изолируются и защищаются от механических повреждений. Сварщик должен работать в спецодежде и рукавицах и пользоваться защитной маской.
При дуговой сварке в монтажных условиях особое внимание нужно обращать на тщательную изоляцию токоведущих проводов, при сварке внутри металлических конструкций - на хорошую вентиляцию места сварки. Сварщики должны пользоваться резиновой подстилкой, хорошей спецодеждой. При работе в тесных местах, плохо проветриваемых, сварщики должны периодически выходить из отсека для отдыха, их пребывание в отсеке должно подстраховываться подручными.
В монтажных условиях целесообразно размещение сварочного оборудования в комплекте, в специальных контейнерах, расположенных ближе к месту производства работ и легко транспортируемых кранами при смене места работы. Целесообразна также установка оборудования на стационарных энергоплощадках с дистанционным управлением. Эти меры снижают непроизводительные потери времени на различные переходы и уменьшают опасность производственного травматизма.
При механизированных процессах сварки должны соблюдаться все правила, указанные ранее. Кроме того, необходимо обеспечить удобные и безопасные условия труда сварщиков.
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
5. При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.