Молотовые штампы, их классификация.
Молотовые штампы с технологической точки зрения можно классифицировать как показано в таблице.
По применяемому оборудованию штампы делят на закрепляемые в бабе и шаботе, штамповочного молота и подкладные, свободно устанавливаемые на бойке ковочного молота; по способу штамповки – на открытые (с облойными канавками) и закрытые (безоблойные). По количеству ручье штампы бывают одноручьевые и многоручьевые. В закрепленных открытых штампах размещают до 6-ти ручьев; в подкладных открытых и закрытых – один-два ручья.
Молотовые штампы имеют рабочие элементы и элементы для крепления, установки и транспортировки штампа.
Характеристика штампов |
Характеристика способов штамповки |
Схема штампа |
||
По оборудованию |
По типу |
одноручьевой |
многоручьевой |
|
Закрепленные (на штамповочных молотах) |
Открытые |
Штамповка в закрепленных открытых штампах |
|
|
Закрытые |
Штамповка в закрепленных закрытых штампах |
|
|
|
Незакрепленные или подкладочные(на ковочных молотах) |
Открытые |
Штамповка в незакрепленных (подкладных) открытых штампах |
|
|
Закрытые |
Штамповка в подкладных закрытых штампах |
|
|
|
Различают две группы молотовых поковок: I группа – удлиненные и изогнутые поковки штампуемые плашмя. Деформация в основном идет по толщине и ширине, по длине – незначительна; II группа – круглые и квадратные поковки или поковки, близкие к ним по форме в плане (два взаимно перпендикулярных размера в плане приблизительно равны), штамповка осадкой в торец.
Классификация штамповых ручьев.
Ручьи молотовых штампов делятся на 3 группы: заготовительные. Штамповочные, отрубные (ножи).
Заготовительные ручьи бывают 4-х видов. Ручьи первого вида служат для перераспределения металла по сечению заготовки и имеют связующие 4 подгруппы:
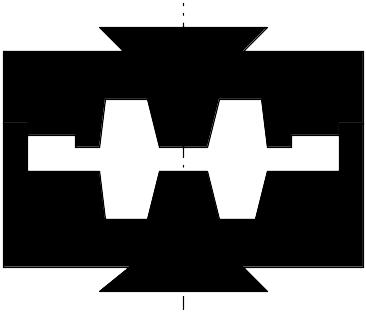
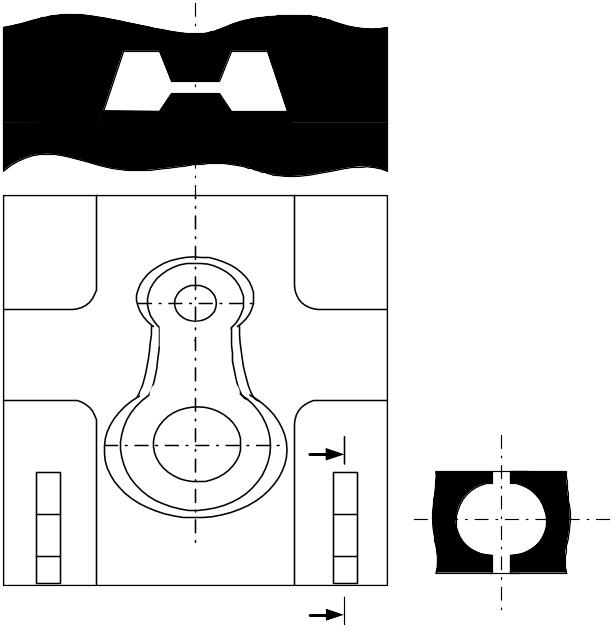
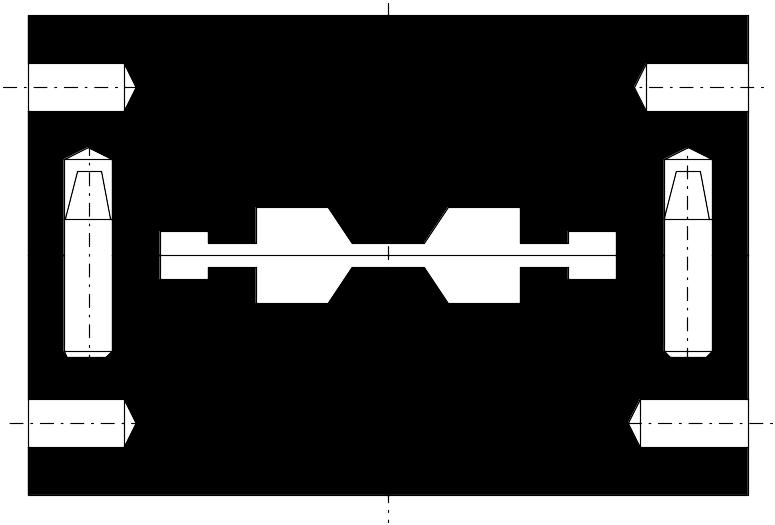
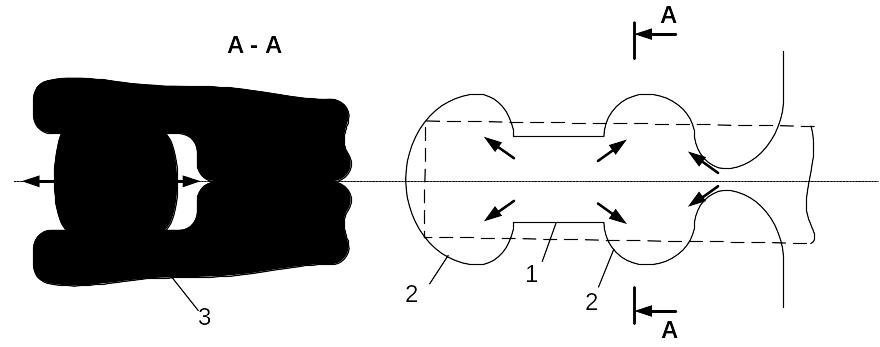
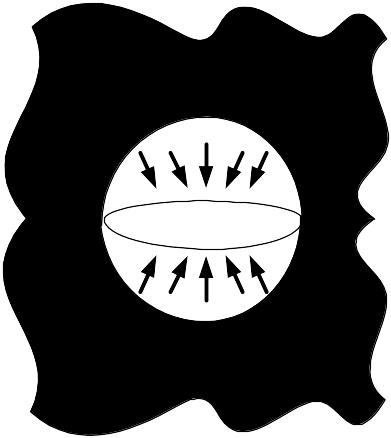
1. Пережимной ручей применяют для пережима заготовки с уменьшением площади поперечного сечения на одном участке и незначительным перемещением металла в соседних участках. (За 1-2 удара без кантовки)
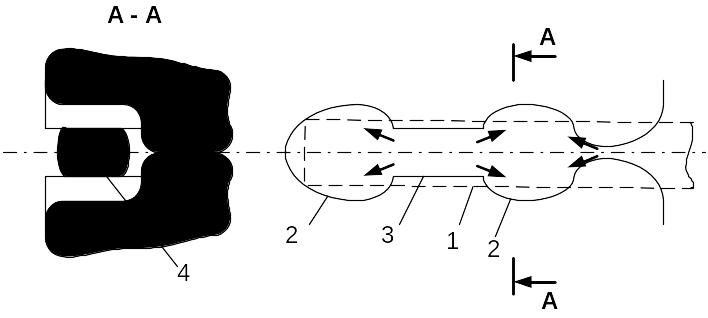
1 – исходная заготовка;
2 – сечение больше исходной заготовки;
3 – сечение меньше исходной заготовки;
4 – пережатая заготовка в минимальном сечении.
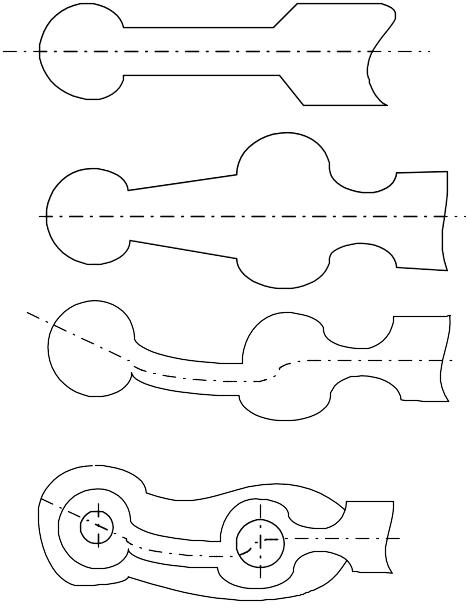
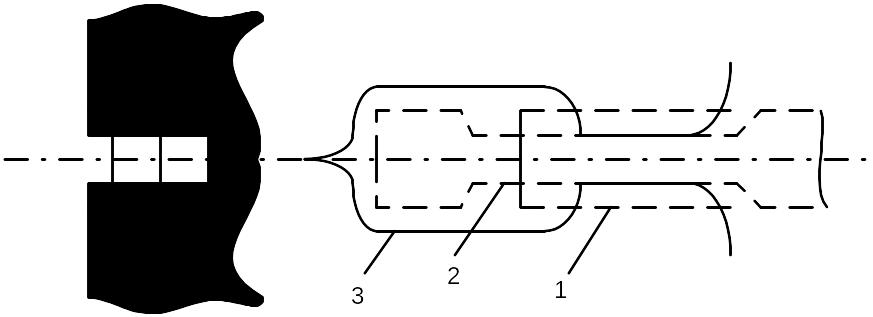
2. Прокатный открытый ручей применяют для увеличения площади поперечного сечения заготовки (набора металла) в одних участках за счет уменьшения сечения исходной заготовки в соседних участках при незначительном удлинении заготовки. (За 2-4 удара сопровождаемых каждый разкантовкой на 90).
1 – исходная заготовка;
2 – место набора;
3 – подкатанная заготовка в минимальном сечении.
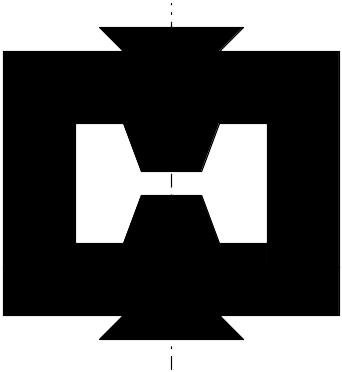
3. Прокатный закрытый ручей. Применяют для той же цели, но набор металла в нем интенсивнее.
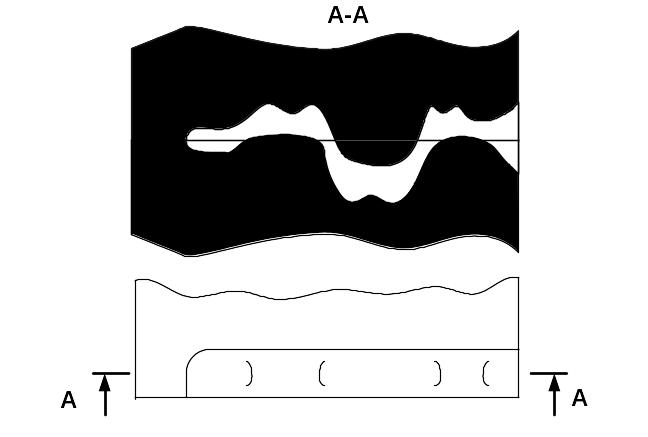
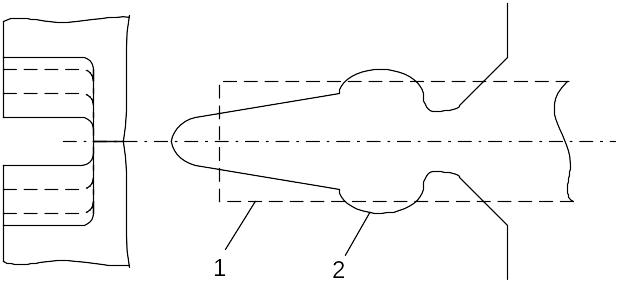
4. Протяжной ручей применяют для увеличения длины исходной заготовки за счет уменьшения пощади ее поперечных сечений в тех местах, где это необходимо.
1 – исходная заготовка;
2 – протянутая заготовка;
3 – ручей.
По протягиваемому участку наносят ряд последовательных ударов с кантовкой на 90 и перемещением в осевом направлении.
Ручьи второго вида служат для придания заготовке формы, близкой к форме поковки в одной плоскости при одновременном незначительном перемещении осевом перемещении металла, и имеют 2 подгруппы:
1. Формовочный ручей применяют для придания заготовке формы, приближающейся к периметру поковки, путем обжатия ее на отдельных участках за один удар, после чего ее кантуют на 90 и укладывают в штамповочный ручей.
1 – исходная заготовка;
2 – профиль формовочного ручья.
2. Гибочный ручей применяют для изгиба заготовки в соответствии с планом поковки, весьма незначительного осевого перемещения металла и пережима заготовки в отдельных сечениях (за 1-2 удара).