

После кантовки на 90 заготовку укладывают в штамповочный ручей.
Ручьи 3-го вида служат для увеличения размеров заготовки за счет уменьшения ее высоты (осадкой) или толщины (расплющиванием) и имеют две группы:
1. Площадка для осадки – применяют для осадки исходной заготовки, иногда с выдавливанием или частичной прошивкой (за несколько ударов до)
достижения требуемой высоты).
2. Площадка для расплющивания – применяют для расплющивания исходной заготовки, иногда с местным пережимом металла (за несколько ударов).
Ручьи 4-го вида служат для совмещения в одном ручье двух разнотипных заготовительных операций и имеют 5 подгрупп.
1. Формовочно-подкатный ручей применяют для набора металла при необходимости его одностороннего смещения. По заготовке наносят2-4 удара, сопровождая кантовкой на 90. После последнего наиболее сильного удара заготовку еще раз кантуют на 90 и в таком положении укладывают в штамповочный ручей.

2. Формовочный протяжной ручей применяют для протяжки заготовки на определенном участке с последующей формовкой в том же ручье. После протяжки на протяжном пороге заготовку подвигают до конца ручья и деформируют одним сильным ударом.

3. Протяжно-прокатный ручей применяют для протяжки заготовки с последующей подкаткой в том же ручье. При этом требуется обычно предварительная оттяжка клещевины.

1 – протяжной порог;
2 – подкатный ручей;
3 – заготовка.
4. Прокатно-протяжной ручей применяют для одновременной подкатки и протяжки различных элементов заготовки путем устройства протяжного порога и свободного выхода в тыльной части.

5. Заготовительно-посадочный ручей применяют для осаживания или расплющивания исходной заготовки в соединении с выдавливанием металла.
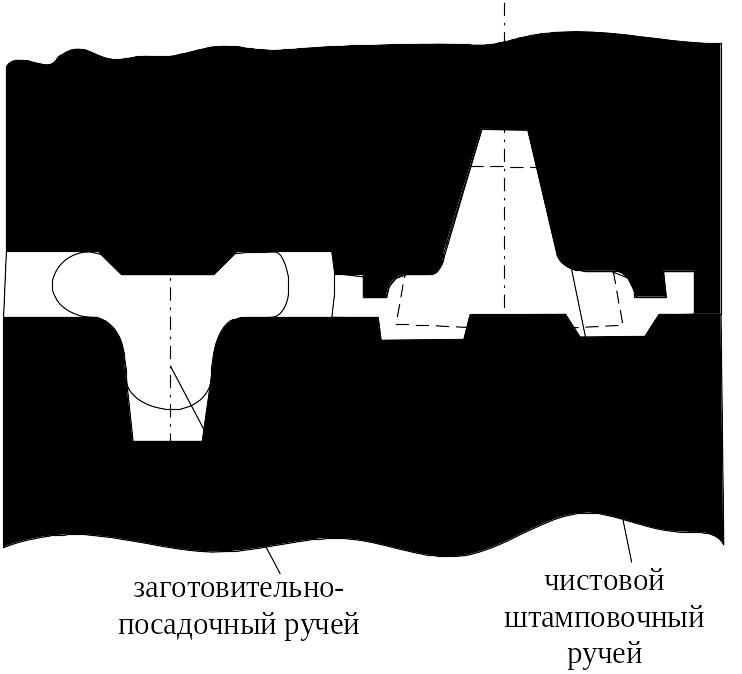
Получаемая в этом случае заготовка по форме и размерам приближается к готовой поковке.
Штамповочные ручьи бывают 3-х видов:
1. Заготовительно-предварительный ручей служит для получения формы, близкой к чистовой, и одновременно на некоторых участках выполняет роль заготовительного ручья. (За 2-5 ударов, иногда с кантовкой перед штамповкой на 180.)

1 – заготовительно-предварительный ручей;
2 – чистовой ручей.
2. Черновой ручей – имеет форму, весьма близкую к чистовому ручью. Применяют для повышения стойкости чистового ручья.
3. Чистовой ручей –применяют для получения отчетливо оформленной конфигурации поковки в соответствии с требованием чертежа и ТУ.
Отрубной нож применяют для отделения отштампованных поковок от прутка.

Технологические требования к конструкции горячештампованных поковок. Конструирование горячештампованных поковок. Технологические требования к конструкции.
1. Уклоны.
Уклоны в горячештампованной поковке назначают для того, чтобы ее можно было легко вынуть из штампа. Если по конструктивным соображениям уклоны в детали желательны, то их следует принимать максимально возможными. Если же они нежелательны, то их величину назначают не более указанной в таблице (ГОСТ 75005-89).
Оборудование |
Штамповочные уклоны, град. |
|
Наружная поверхность |
Внутренняя поверхность |
|
Штамповочные молоты, прессы без выталкивателей |
7 |
10 |
Прессы с выталкивателями, горизонтально-ковочные машины |
5 |
7 |
Горячештамповочные автоматы |
1 |
2 |
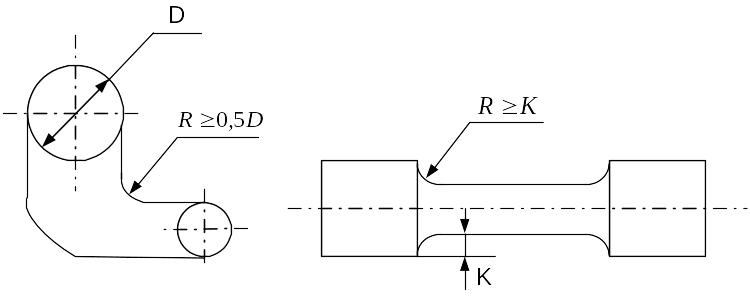
2. Радиусы закруглений.
Радиусы скруглений бывают двух видов: наружные R1 и внутренние R2. При постепенном заполнении углублений штампа, в углах образуются естественные радиусы R1. Для штампованных поковок они являются наилучшими. Но когда вместо естественного радиуса R1 (равного, например, 810 мм) конструктор требует R1 = 1,51,0 мм, то для того, чтобы вдавить металл в углы таких радиусов, приходится увеличивать мощность механизма в 45 раз.

Внутренний радиус R2 нельзя занижать по той причине, что это приведет к складкам в переходах. Кроме того, малые радиусные кромки пуансонов быстро изнашиваются.

Поэтому радиусы скруглений в углах горячештампованных поковок следует назначать по возможности большими. Если же по конструкции детали они не желательны, то радиусы следует назначать не менее, чем указано в таблице (ГОСТ 7505-89):
Масса поковки, кг |
Минимальная величина радиусов закруглений, мм. При глубине полости ручья штампа, мм |
|||
|
10 |
1025 |
2550 |
>50 |
10 |
1 |
1,6 |
2,0 |
3,0 |
16,3 |
1,6 |
2,0 |
2,5 |
3,6 |
6,316 |
2,0 |
2,5 |
3,0 |
4,0 |
1640 |
2,5 |
3,0 |
4,0 |
5,0 |
40100 |
3,0 |
4,0 |
5,0 |
7,0 |
100250 |
4,0 |
5,0 |
6,0 |
8,0 |
3. Тонкие полотна и перемычки.
Самым сложным и важным в горячей штамповке считают вопрос о тонких полотнах. Под тонким полотном понимают не только деталь, имеющую прямоугольное сечение небольшой толщины, но и тонкую часть сечения детали. Чем меньше величина тонкого полотна, тем больше требуется усилие штампового оборудования.
Если полотно выполнить с небольшим уклоном в любом направлении, то его ширину можно увеличить примерно вдвое. Подобные уклоны облегчают течение металла.
Нежелательно |
Допустимо |
Рекомендуется |
|
|
|



4. Радиусы переходов в наружных очертаниях.
Когда заготовки уложена в штамп и начинается процесс штамповки, металл в изгибах течет по направлениям, расположенным под прямым углом одно к другому.
Эти два потока сталкиваются за пределами детали (в объемных канавках) и местах соприкосновения образуют складку, которая часто проникает в тело поковки. При этом, уем меньше радиус перехода, тем глубже и неизбежнее складка, которая всегда выводит поковку в брак.
5. Симметричность уклонов.
Разные углы боковых уклонов для одного и того же ребра вызывают эксцентричность ударов и сдвиги штампов.
6. Скошенные ребра.
Никогда нельзя делать переменным угол бокового наклона ребра. Он должен быть постоянным и равняться: 3,5,7 или 10. Размер гребня у таких ребер лучше проектировать постоянным.
Нежелательно |
Допустимо |
Рекомендуется |
|
||

7. Линия разъема.
Поверхность разъема штампа, пересекаясь с боковыми поверхностями ручья штампа, образует линию разъема.
Линия разъема должна гарантировать удаление поковки из верхней и нижней частей штампа;
Линия разъема должна обеспечивать наименьшую глубину и наибольшую ширину ручья, т.е. она должна совпадать с плоскостью двух наибольших габаритных размеров поковки;
Концы детали желательно располагать на одной высоте, иначе при штамповке будут получаться сдвиги;
Линия разъема по горизонтали должна быть по возможности прямой, а не ломаной;
Если поковка не симметричная, то наибольшую ее часть размещают в нижней половине штампа, где легче расположить выталкиватели. Иногда бывает возможно все тело поковки разместить в нижней части штампа, а верхнюю запроектировать гладкой.