

Прокатка. Сущность процесса прокатки.
При
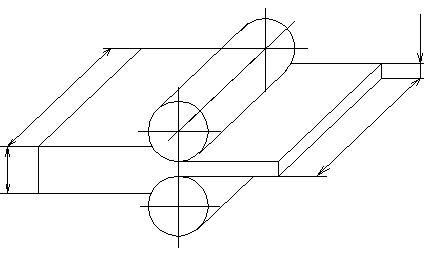
прокатке металл обжимают между
вращающимися валками. При этом толщина
полосы уменьшается, а ее длина и ширина
увеличиваются. Разность между исходной
![]() и
конечной
и
конечной
![]() толщинами
полосы называют абсолютным
обжатием:
толщинами
полосы называют абсолютным
обжатием:
![]()
![]()
![]()
Разность
между конечной
![]() и
исходной
ширинами
полосы называют абсолютным
уширением:
и
исходной
ширинами
полосы называют абсолютным
уширением:
![]() .Степень
деформации полосы при прокате характеризуют
следующими показателями:
.Степень
деформации полосы при прокате характеризуют
следующими показателями:
-относительное обжатие – отношение абсолютного обжатия к исходной толщине полосы:
![]() ;
;
![]()
-коэффициент
обжатия – отношение
исходной толщины к конечной:
![]()
-коэффициент
вытяжки –
отношение длины полосы после прокатки![]() к
исходной длине
к
исходной длине
![]() :
:
![]()
Поскольку
объем металла после прокатки не
изменяется, то
![]() ,
тогда
,
тогда
![]()
При
обжатии полосы в валках увеличивается
ее ширина. При заданном коэффициенте
обжатия
![]() /
,
вытяжка
/
,
вытяжка
![]() и коэффициент уширения
/
взаимосвязаны:
и коэффициент уширения
/
взаимосвязаны:
![]()
М еталл
соприкасается с каждым из валков по
дуге АВ, которую называют дугой
захвата.
Угол α соответствующий этой дуге,
называют углом
захвата.
еталл
соприкасается с каждым из валков по
дуге АВ, которую называют дугой
захвата.
Угол α соответствующий этой дуге,
называют углом
захвата.
α
α
Объем металла, ограниченный дугами захвата АВ, боковыми гранями полосы и плоскостями входа АА и выхода ВВ, называют очагом деформации металла. Длина этого очага
![]() ,
,
угол
захвата:
![]()
Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата на металл действуют 2силы: радиальная сила N и тангенциальная сила Т.
![]() ,
,
где:f- коэффициент трения.
Для захвата металла валками должно осуществляться условие:
Тcosα > Nsinα
Fcosα>sinα→f>tgα.
 Таким образом, для
осуществления захвата металла валками
необходимо, чтобы коэффициент трения
между валками и заготовкой был больше
тангенса угла захвата.
Таким образом, для
осуществления захвата металла валками
необходимо, чтобы коэффициент трения
между валками и заготовкой был больше
тангенса угла захвата.

υ
α
α γ
![]()
![]()
При
прокатке скорость металла при выходе
из валков
больше
окружной скорости вращения валков υ, а
скорость при входе
меньше,
т.е.
![]() .
В очаге деформации есть такое сечение,
где окружная скорость вращения валков
равна скорости движения металла. Это
сечение называется нейтральным. Точку
С на дуге захвата, в которой
.
В очаге деформации есть такое сечение,
где окружная скорость вращения валков
равна скорости движения металла. Это
сечение называется нейтральным. Точку
С на дуге захвата, в которой
![]() ,
называют нейтральной, а соответствующий
ее угол γ – нейтральным. Влево от
нейтрального сечения скорость движения
металла меньше скорости вращения валков,
а справа – больше. Соответственно правую
зону называют зоной отставания, вторую
– зоной опережения.
,
называют нейтральной, а соответствующий
ее угол γ – нейтральным. Влево от
нейтрального сечения скорость движения
металла меньше скорости вращения валков,
а справа – больше. Соответственно правую
зону называют зоной отставания, вторую
– зоной опережения.