

38.Химическая и электрохимическая обработка
Электрохимическая обработка материалов основана на химических процессах, возникающих в результате прохождения электрического тока через цепь, обра-зованную проводниками (электродами) и находящейся между ними проводя-щей ток жидкостью (электролитом). При электрохимической обработке проис-ходит растворение и удаление некоторых количеств металла с обрабатываемой заготовки и их переход в неметаллическое состояние (химические соединения).
Поддержание заданной плотности тока - одно из важнейших условий правиль-ного ведения процесса. Скорость растворения находится в прямой зависимости от плотности тока. Большинство материалов хорошо обрабатываются на уста-новках, питаемых постоянным током.
Наиболее распространен в качестве электролита раствор хлористого натрия ввиду его низкой стоимости и длительной работоспособности. Физические и химические свойства электролитов, важнейшими среди которых являются электропроводность и вязкость, оказывают влияние на характер протекания и результаты процесса.
Электрохимическая размерная обработка характеризуется: малой шероховато-стью обработанной поверхности, высокой производительностью, достигающей 1000 мм3/с, большой энергоемкостью процесса - 1000 А-ч на 1 кг снятого ме-талла.
Метод используется в основном при образовании отверстий и полостей, при профилировании и формообразовании копированием, для удаления заусенцев и грата, при резке и долблении.
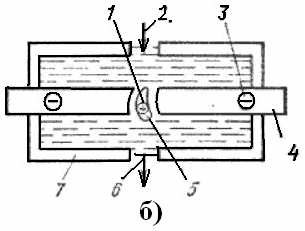
1 - подвод тока к заготовке; 2 - подвод элек-тролита; 3 - подвод тока к катодам; 4 - профильные катоды; 5 - обраба-тываемая заготовка; 6 - отвод электролита; 7 - корпус камеры
39.Электроконтактная обработка
Различное влияние импульсных разрядов на металлы и сплавы зависит от их теплофизических констант: температуры плавления и кипения,
теплопроводности, теплоемкости и т. д.
Электроконтактная обработка основана на механическом разрушении или формоизменении металлических поверхностей, производимом одновременно с нагревом или расплавлением этих поверхностей электрическим током.
При этом методе в месте контакта двух токопроводящих поверхностей вы-деляется тепло ввиду повышенного сопротивления, а также электрического разряда.
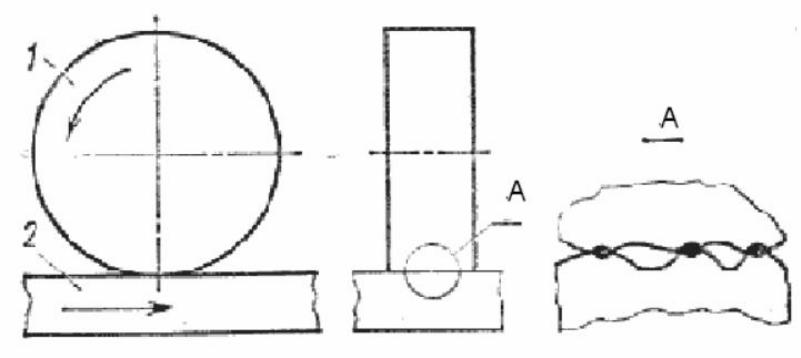
1 - инструмент; 2- обраба-тываемая заготовка
Разрушение поверхности заготовки при обработке с напряжением свыше 10 В (до 20 - 22 В) происходит в значительной части или полностью в результате электродугового процесса возникновения множества микродуг в месте контакта микронеровностей поверхностей электродов (инструмента и заготовки) (вынос-ка А на рисунке). Движущийся инструмент в этих случаях не только подводит ток и удаляет размягченный металл, но и, благодаря вибрации, способствует возникновению множества прерывистых контактов, необходимых для образо-вания дуговых разрядов.
Основной особенностью электроконтактной обработки является высокая про-изводительность процесса при низком качестве обработки. Производительность может достигать 3000 мм3/с при грубой поверхности и глубине измененного слоя в несколько миллиметров. На мягких режимах производительность со-ставляет около 1 мм3/с при шероховатости поверхности Rz = 80 - 20 мкм и глу-бине микротрещин на твердых сплавах или закаливающихся сталях до 0,3 - 0,5 мм. Во всех случаях отмечаются наплывы на кромках обработанной поверхно-сти.
Электроконтактная обработка может выполняться как в воздушной, так и в жидкой среде. Производительность обработки почти линейно растет с увеличе-нием напряжения и мощности источника питания, Этот метод применяют, в ос-новном, для обработки крупногабаритных изделий. Он может быть использован для зачистки литейных поверхностей и сварных швов.