32.Основные схемы шлифования
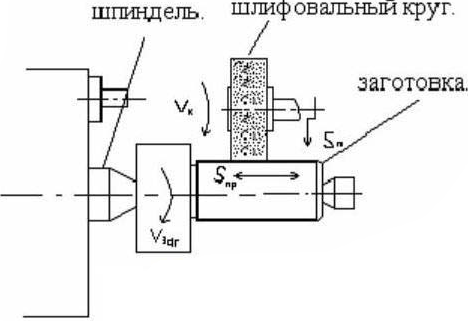
Круглое наружное шлифование - процесс шлифования заготовки во время ее вращения в центрах или в патроне кругами
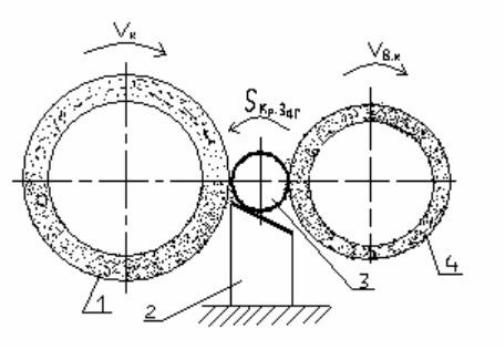
Бесцентровое шлифование - отличается от центрового тем, что обрабатывае-мые заготовки получают вращение и шлифуются без крепления в центрах, при-чем базой является обрабатываемая поверхность. При круглом бесцентровом шлифовании оба круга вращаются в одну сторону с разными скоростями, рабо-чий круг - со скоростью 30-35 м/с, ведущий - со скоростью, в 60-100 раз мень-шей.
Внутреннее шлифование - шлифование отверстий цилиндрической и кониче-ской формы. В зависимости от конструкции заготовки и станка шлифование осуществляется при вращении заготовки или при неподвижном ее состоянии.
В этом случае шлифовальный круг при обработке вращается не только вокруг своей оси, но и вокруг оси обрабатываемого отверстия.
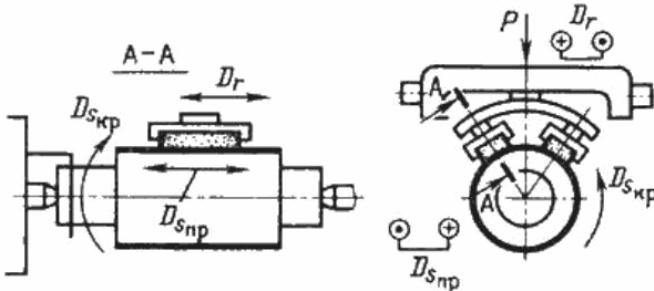
Плоское шлифование - шлифование плоскостей осуществляется периферией или торцом круга.

Заточка и доводка режущего инструмента. От заточки и доводки режущих инструментов зависят производительность и стоимость обработки заготовок, стойкость и расход инструментов. В операции заточки и доводки используются самые разнообразные типы абразивного инструмента.
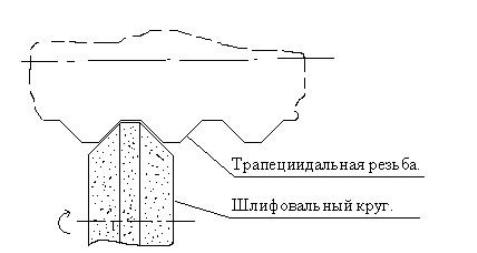
Резьбошлифование - шлифование резьбы различных профилей (треугольные, трапециевидные и др.), метчиков, резьбовых калибров, накатных роликов, хо-довых винтов металлорежущих станков и измерительных приборов.
Зубошлифование - шлифование зубчатых колес всех видов.

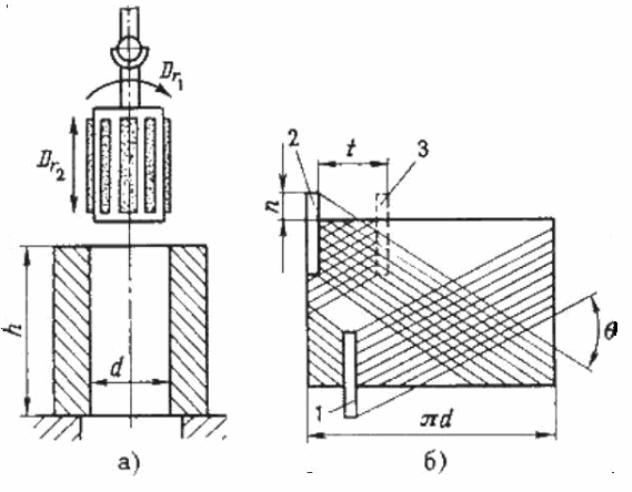
33.Хонингование
Хонингование - процесс доводки отверстий специальным инструментом - хо-ном. Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания специфического микро-профиля обработанной поверхности в виде сетки (для удержания смазочного материала на поверхности деталей).
Поверхность неподвижной заготовки обрабатывается мелко-зернистыми абра-зивными брусками, закрепленными в хонинговальной головке (хоне). Бруски вращаются и одновременно перемещаются возвратно- поступательно вдоль оси обрабатываемого отверстия. При сочетании движений на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин – следов перемещения абразивных зерен.
Угол пересечения этих сле-дов зависит от соотношения скоростей. Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальном направлении. Давление бруска контролируется.
Хонингованием исправляют погрешности формы от предыдущей обработки, а чистовое – для повышения качества поверхности. Этот процесс осуществляется на специальных хонинговальных установках.
34.Суперфиниширование
Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр), для достижения шероховатости 0,16-0,02 мкм по параметру Ra.
Процесс осуществляется при малых окружных скоростях изделия (8-40 м/мин.), малых давлениях мелкозернистых брусков (1,5-3 кгс/см2) при их колебатель-ном движении с частотой от 500-600 до 2000-3000 двойных ходов в минуту с амплитудой 2-5 мм.
При суперфинишировании полностью удаляется волнистость, уменьшается ог-ранка, удаляется дефектный поверхностный слой металла. После суперфини-ширования формируется упрочненный поверхностный слой без структурных изменений, что улучшает эксплуатационные свойства деталей, работающих в условиях трения- скольжения или качения. Рабочим инструментом является аб-разивная головка с одним - четырьмя абразивными брусками.