

29.Возможности и особенности фрезерной обработки
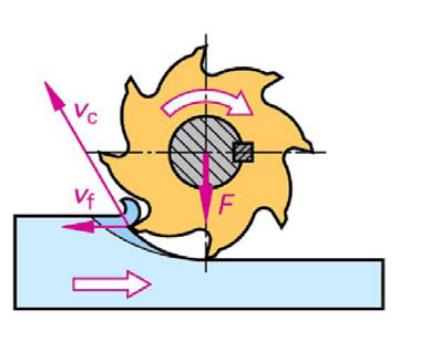
Главное движение при фрезеровании представляет собой вращательное движе-ние инструмента - фрезы. Движение подачи от независимого привода соверша-ет заготовка, закрепленная на столе станка. Основными перемещениями стола фрезерного станка являются его горизонтальные перемещения в двух взаимно перпендикулярных плоскостях (продольная и поперечная подача).
В качестве дополнительного движения стола используется его дискретное вер-тикальное перемещение. Многообразие форм фрезерования можно свести к двум основным схемам – встречное (1) фрезерование и попутное(2) фрезе-рование.

(1) (2)
В современных станках Благодаря независимым приводам инструмента и стола можно совмещать вра-щательные движения фрезы под различными углами с одновременным пере-мещением стола с заготовкой по сложной траектории.
Гео-метрическая точность, обеспечиваемая при классическом фрезеровании, также невысока и соответствует примерно 10 - 12 квалитетам. Главным же достоинст-вом фрезерования, помимо многообразия форм обработанных поверхностей, является очень высокая производительность процесса резания.
30.Абразивные материалы и абразивная обработка
Шлифование - один из видов обработки резанием, при котором припуск на об-работку снимается абразивными инструментами. Шлифованием можно полу-чить высокую точность размеров и формы, а также необходимую шерохова-тость поверхности. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом.
Шлифование применяют для чистовой и отделочной обработки заготовок с вы-сокой точностью. Для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования.
Абразивные материалы - это твердые мелкозернистые тела с острыми гранями. Используют: корунд, кварц, алмазы, электрокорунд, синтетические алмазы, компо-зиты.
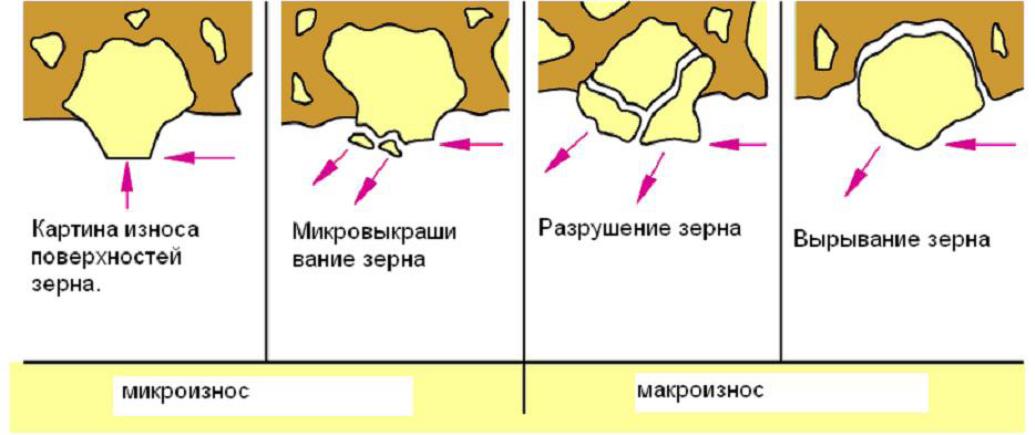
Зернистость - это средний размер абразивных зерен в поперечнике. В порядке убывания размеров зерен это шлифовальные зерна, шлифовальные порошки и микропорошки. В качестве связующих веществ - связок используют как орга-нические (вулканитовая, бакелитовая), так и неорганические - керамические (смесь глины, полевого шпата, кварца, мела и т.д.), а также металлические. Под твердостью абразивного инструмента понимают усилие, которое необходимо приложить к зерну, чтобы вырвать его из связки. Различают мягкие, средне мягкие, средне твердые, твердые, весьма твердые и чрезвычайно твердые абразивные инструменты. Под структурой абразивного инструмента понимают ко-личественное соотношение зерен, связки и пор в единице объема инструмента. В порядке возрастания пористости различают плотную, средне плотную, по-ристую и открытую структуру.
31.Абразивные инструменты и их характеристики
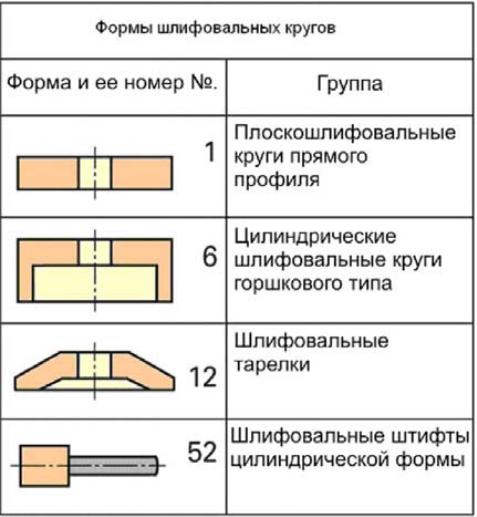
Абразивный инструмент используется в промышленности на следующих операциях:
-прецизионное шлифование отверстий,
-внутреннее и торцевое шлифование канавок, пазов, выточек,
-заточка и заправка различного режущего инструмента,
-зачистка сварочных швов,
-удаление ржавчины и заусенцев,
-обработка фасонных поверхностей штампов, прессформ и пр.