

11.Правило составления дифференциальных уравнений колмагорова
Уравнения Колмогорова для определения вероятностей состояний системы. Пример. [1/3]
Пример: техническое устройство состоит из двух узлов, каждый из которых в случайный момент времени может выйти из строя, после чего, практически мгновенно, начинается ремонт узла, который продолжается заранее известное время.
Составим размеченный граф переходов:
В озможные
состояния:
озможные
состояния:
z0 – оба исправны.
z1 – первый ремонтируется, второй исправен.
z2 – второй ремонтируется, первый исправен.
z3 – оба ремонтируются.


Интенсивность потока отказов – это среднее число отказов на единицу времени.
 -
число отказавший элементов за время
-
число отказавший элементов за время
 -
число исправных элементов к моменту
времени t.
-
число исправных элементов к моменту
времени t.
Pi(t) – вероятность того, что в момент времени t система находится в состоянии zi
Дифференциальные уравнения, в которых неизвестными являются вероятности pi(t) называют уравнениями Колмогорова
P0(t) – вероятность того, что в момент времени t система находится в состоянии z0
Дадим малое приращение t+∆t и найдём p0(t+∆t) – вероятность того, что система будет находиться в состоянии z0 в момент времени t+∆t
1. p0(t)[1- ]
 -
выводящие потоки
-
выводящие потоки
- вероятность того, что за время система выйдет из состояния z0
2. p1(t)
- Вероятность перехода системы из состояния z1 в состояние z0 за время
3. p2(t)
- Вероятность перехода системы из состояния z2 в состояние z0 за время
p0(t+∆t)= p0(t)[1- ]+ p1(t) + p2(t)
Любое из этих уравнений можно отбросить и заменить на уравнение формировки p0+p1+p2+p3=1
Начальные условия p0(0)=1 p1(0)=p2(0)=p3(0)=0
Общее правило составлений уравнений Колмогорова: в левой части каждого уравнения стоит произведение вероятности какого-нибудь i-го состояния. В правой части сумма произведений вероятностей всех состояний, из которых идут стрелки в данное состояние умноженное на интенсивности соответствующих потоков событий, минус суммарная интенсивность всех потоков, выводящих систему из этого состояния, умноженное на вероятность данного i-го состояния.
Заменяя левые части в уравнениях нулями, получим систему линейных алгебраических уравнений, в которых неизвестными является финальные вероятности. Под финальной вероятностью понимают предел, к которому стремится функция pi(t)
Финальную вероятность состояния zi можно толковать как среднее относительное время пребывание системы в этом состоянии
|
0.4 |
0.2 |
0.25 |
0.15 |
|
2/5 |
1/5 |
1/4 |
3/20 |
|
Z0 |
Z1 |
Z2 |
Z3 |

12.Описание простейшей системы с отказами
Дано:
система имеет один канал обслуживания,
на который поступает простейший поток
заявок с интенсивностью ![]() .
Поток обслуживаний имеет интенсивность
.
Поток обслуживаний имеет интенсивность ![]() .
Заявка, заставшая систему занятой, сразу
же покидает ее.
.
Заявка, заставшая систему занятой, сразу
же покидает ее.
Найти: абсолютную и относительную пропускную способность СМО и вероятность того, что заявка, пришедшая в момент времени t, получит отказ.
Система при любом t > 0 может находиться в двух состояниях: S0 – канал свободен; S1 – канал занят. Переход из S0 в S1 связан с появлением заявки и немедленным началом ее обслуживания. Переход из S1 вS0 осуществляется, как только очередное обслуживание завершится (рис.16.1).
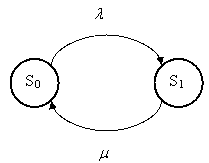
Рис.16.1. Граф состояний одноканальной СМО с отказами
Выходные характеристики (характеристики эффективности) этой и других СМО будут даваться без выводов и доказательств.
Абсолютная пропускная способность (среднее число заявок, обслуживаемых в единицу времени):
![]()
где
–
интенсивность потока заявок (величина,
обратная среднему промежутку времени
между поступающими заявками - ![]() );
);
–
интенсивность
потока обслуживаний (величина, обратная
среднему времени обслуживания ![]() )
)
Относительная пропускная способность (средняя доля заявок, обслуживаемых системой):
![]()
Вероятность отказа (вероятность того, что заявка покинет СМО необслуженной):
![]()
Очевидны
следующие соотношения: ![]() и
и ![]() .
.
Пример.
Технологическая система состоит из
одного станка. На станок поступают
заявки на изготовление деталей в среднем
через 0,5 часа ![]() .
Среднее время изготовления одной детали
равно
.
Среднее время изготовления одной детали
равно ![]() .
Если при поступлении заявки на изготовление
детали станок занят, то она (деталь)
направляется на другой станок. Найти
абсолютную и относительную пропускную
способности системы и вероятность
отказа по изготовлению детали.
.
Если при поступлении заявки на изготовление
детали станок занят, то она (деталь)
направляется на другой станок. Найти
абсолютную и относительную пропускную
способности системы и вероятность
отказа по изготовлению детали.
Решение.
![]()
![]()
Т.е. в среднем примерно 46 % деталей обрабатываются на этом станке.
![]() .
.
Т.е. в среднем примерно 54 % деталей направляются на обработку на другие станки.