

Заключение
Целью выполнения данной работы являлось: разработать технологический процесс токарной обработки детали «оправка» в условиях мелкосерийного производства. Для достижения поставленной цели передо мной был поставлен ряд задач.
В процессе выполнения работы мной были изучены исходные данные: форму, размеры и точность изготовления детали «оправка» по чертежу; химический состав и механические свойства детали. Приведена характеристика мелкосерийного типа производства, приведен коэффициент закрепления операций, характерный для данного типа производства.
Пользуясь справочной литературой, я осуществил расчет режимов резания на токарной операции. Полученную в процессе расчета мощность резания я сравнил с мощность электродвигателя выбранного мной станка и убедился, что станок выбран правильно, а режимы резания оптимальны для данных условий обработки.
Я думаю, что полученные мной знания и умения позволят мне повысить свой профессионализм на рабочем месте, а так же использовать их для достижения новых целей и задач.
Таким образом, считаю, что разработанный мной технологический процесс является наиболее оптимальным как с технологической, так и с экологической точки зрения в сложившихся условиях технического развития современного общества.
Список литературы
Багдасарова Т.А. Токарь – универсал: Учебное пособие для нач. проф. образования. Татьяна Ануфриева Багдасарова. – Издательский центр «Академия», 2004. – 288с.
Вереина Л.И. Справочник токаря: Учеб. Пособие для нач. проф. образования. Людмила Ивановна Вереина. – М.: Издательский центр «Академия», 2004. – 448с.
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Изд. 2-е, переаб. И доп. Учебник для средних проф. – техн. Училищ. М., «Высш. школа», 1976.
Зайцев Б.Г., Рыцев С.Б. Справочник молодого токаря. – М.: Высш. Шк., 1988. – 336с.: ил.
Зайцев Б.Г., Шевченко А.С. Справочник молодого токаря. – М.: Высш. школа, 1979. – 367с., ил. – (Профтехобразование. Обраб. резанием)
Схиртладзе А.Г., Новиков В.Ю. Станочник широкого профиля: Учеб. Для ПТУ. – М.: Высш. Шк., 1989. – 464с.: ил.
Фещенко В.Н., Махмутов Р.Х. Токарная обработка: Учеб. Для ПТУ. – 2-е изд., перераб. и доп. – М.: Высш. Шк., 1990. – 303с.: ил.
Холодкова А.Г. Общая технология машиностроения: Учеб. Пособие для нач. проф. образования. Альбертина Григорьевна Холодкова. – М.: Издательский центр «Академия», 2005. – 224с.
Черпаков Б.И. Металлорежущие станки: Учебник для нач. проф. образования. Б.И. Черпаков, Т.А. Альперович. – М.: Издательский центр «Академия», 2003. – 368с.
Приложение 1.
Техническая характеристика токарно-винторезного станка 16к20
1.Наибольший диаметр изделия, устанавливаемый над станиной (мм) ……………………………………………………………………………..400
2. Наибольший диаметр точения над нижней частью поперечного суппорта (мм) ……………………………………………….....................220
3. Наибольший диаметр обрабатываемого прутка, (мм) ……………….50
4.Расстояниемежду центами (мм) ………………………………………710
5. Наибольшая длина обтачивания (мм) ……. 645
6. Диапазон частоты вращения шпинделя(об/мин) …………….12,5-1600
7.Пределы подач (мм/об):
Продольных………………………………………….……………..0,05-2,8
Поперечных………………………………………………………0,025-1,4
8.Шаги нарезаемыхрезьб:
Метрической (мм)…………………...................................................0,5-112
Дюймовой (число ниток на 1) ……………………………….……56-0,25
Модульный (в модулях)……………..................................................0,5-112
Питчевой (в питчах)…………………………………………………56-0,25
9.Диаметр отверстия в шпинделе (мм) ………………………………52
10.Мощность главного электродвигателя (кВт)………………………10
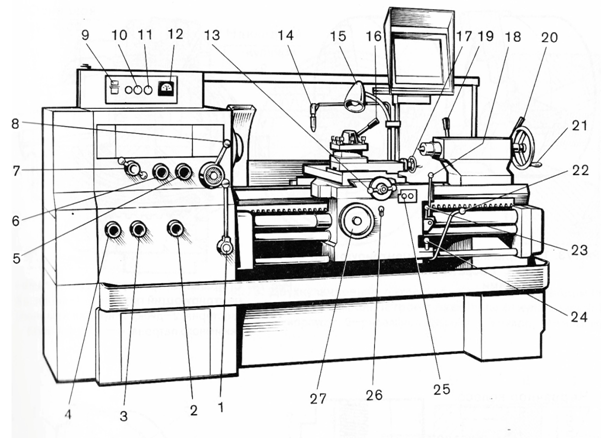
Рисунок 3 - Токарный винторезный станок 16К20
1 – рукоятка управления фрикционной муфтой главного привода; 2 – вариатор подачи шага резьбы и отключение механизма подачи; 3 – вариатор подачи и типа нарезаемой резьбы; 4 – вариатор подачи шага резьбы; 5 - переключатель на левую или правую резьбу; 6 – рукоятка установки нормального или увеличенного шага резьбы на заходы(многозаходной); 7 и 8 - рукоятки установки частоты вращения шпинделя; 9 – автоматический выключатель; 10 – сигнальная лампа;11 – включение насоса подачи СОЖ; 12 – указатель напряжения; 13 – рукоятка перемещения поперечных салазок суппорта; 14 – регулятор подачи СОЖ; 15 – местное освещение; 16 – рукоятка поворота и зажима резцедержателя; 17 – рукоятка перемещения верхних салазок суппорта; 18 – кнопка включения двигателя ускоренного хода; 19 -зажим пиноли задней бабки; 20 – рукоятка крепления задней бабки на станине; 21 – маховик перемещения пиноли задней бабки; 22 – рукоятка включения и отключения муфты главного привода;23 – рукоятка включения и отключения разъемной гайки ходового винта;24 – рукоятка включения подачи; 25 – кнопочная станция двигателя главного привода; 26 – рукоятка включения и выключения реечной шестерни продольной подачи; 27 – маховик ручного перемещения каретки суппорта.