

4.3. Выбор и характеристика режущего инструмента
Режущий инструмент выбирают с учетом вида обработки, размера и конфигурации обрабатываемой поверхности заготовки, свойств её материала, требования к качеству обрабатываемой поверхности, программы выпуска деталей. Поскольку деталь «оправка» изготавливается в условиях мелкосерийного производства, то целесообразно для его обработки выбрать универсальный режущий инструмент.
Для выполнения токарной операции:
- Резец проходной упорный Т15К6
- резец проходной отогнутый
- Сверло двухпёрое диаметром
- Сверло центровочное
Двухперое спиральное сверло диаметром 22мм
Сверление - высокопроизводительный способ обработки отверстий, однако обеспечивает невысокую точность размера (до 14 квалитета) и шероховатостью только до Rz 80.
Состоит из:
1. Режущая часть.
2. Рабочая часть.
3. Шейка.
4. Хвостовик.
5. Лапка.
Режущая часть – Часть сверла, на которой расположены две режущие кромки.
Рабочая часть – На рабочей части имеется два спиральных пера, связанные перемычкой. На наружной поверхности перьев прошлифованы узкие направляющие ленточки. Между перьев расположены две спиральные канавки. Одна из стенок каждой канавки образует переднюю поверхность режущего клинка сверла.
Хвостовик – Служит для закрепления сверла. Может иметь коническую и цилиндрическую форму. Конический хвостовик выполняется по стандарту.
Химический состав стали р6м5 (%)
Углерод 0,85-0,95
Марганец (не более) 0,4
Кремний (не более) 0,4
Хром 3,8-4,4
Вольфрам 8,5-10,0
Ванадий 2,0-2,6
Молибден (не более)0,3
Никель (не более) 0,4
Сера (не более) 0,03
Фосфор (не более) 0,03
Где характеристика резцов??
4.4. Выбор и характеристика контрольно-измерительного инструмента
Контрольно измерительный инструмент:
- Штангенциркуль ШЦ-1
- Пробка
- Резьба калибр кольца М27х 1.5 проходной и не проходной
Краткая характеристика выбранного контрольно – измерительного инструмента
Штангенциркуль – универсальный измерительный инструмент, предназначенный для измерения наружных и внутренних диаметров, длин, толщин, глубин и т.д.
Точность измерения штангенциркулем определяется шкалой нониуса. Использование нониуса позволяет получить отсчёт дробных частей миллиметра (0,1; 0,05 и 0,02 мм). Основной частью штангенциркуля является штанга с миллиметровыми делениями. Шкала нониуса имеет деления, отличающиеся от целого числа делений штанги назначение отсчёта. У штангенциркуля со значением отсчёта 0,1 мм деление нониуса равно 1,9 (или 4,9)мм, у штангенциркуля со значением отсчёта 0,05 мм деление нониуса – 1,95 мм, а у штангенциркуля со значением отсчёта 0,02 мм – 0,98 мм при длине шкалы нониуса соответственно 19 (или 49), 39 и 49 мм и числе делений нониуса 10; 20 и 50.
По ГОСТ 166-80 изготовляют штангенциркули трёх типов ШЦ-I, ШЦ-II и ШЦ-III.
Штангенциркуль ШЦ-1 с двусторонним расположение губок предназначен для наружных и внутренних измерений, он имеет линейку для измерения глубин, пределы измерений 0-125 мм и значение отсчёта 0,1 мм.
Штангенциркуль ШЦ-2 с двусторонним расположением губок предназначен для измерения и для разметки, пределы измерения 0-200 и 0-320 мм значение отсчёта 0,05 мм и 0,1 мм.
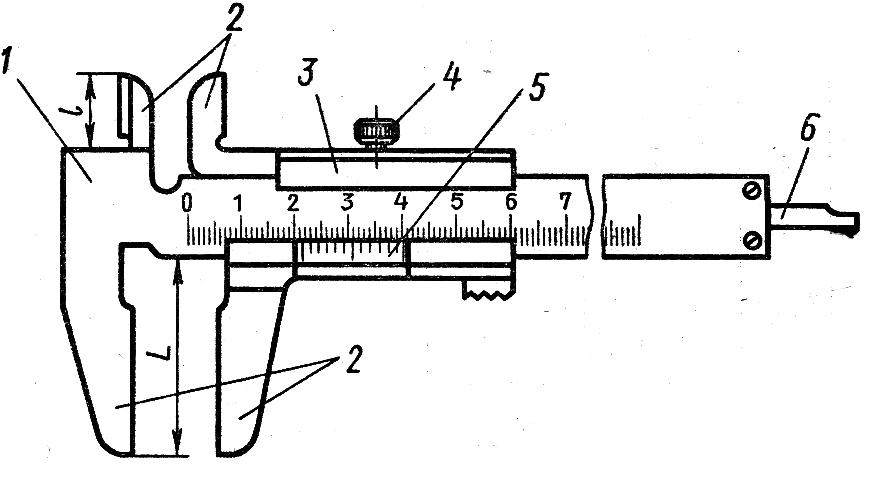
Рисунок.2 Штангенциркуль ШЦ-1
(1 – штанга, 2 – измерительные губки, 3 – рамка, 4 – зажим рамки, 5 – нониус, 6 – линейка глубиномера.)