

2.4 Різновид паяльних станцій Паяльна станція quick203d esd lead free

Oпис:
двоканальна паяльна станція з двома індукційними паяльниками
надшвидкий індукційний розігрів жала струмами високої частоти:
час розігріву до 300 ° С: 25 сек
потужність паяльної станції 90 Вт * 2, діапазон робочих температур +80 ° C-480 ° C, калібрування паяльника
температурний сенсор знаходиться на кінчику жала, забезпечуючи дуже точну підтримку температури пайки
інтелектуальна пайка: потужність змінюється в залежності від площі пайки, відсутність ефекту холодної пайки
довгий термін служби жала: низька температура жала поза пайки дозволяє значно продовжити термін експлуатації жала
режим блокування температури жала за паролем
режим сну при простої 1 - 99 хв. (включається режим зниженого нагрівання - до 200 ° С або до 50 ° С, в залежності від обраного режиму)
надмалих статичний потенціал жала (менше 2МВ)
опір заземлення жала 2Ω
можливість незалежної роботи відразу двох інструментів
габарити: 160x130x100 (мм), вага 1.8 кг
відповідає вимогам ESD-захисту
широка номенклатура змінних жал
Паяльна станція Solderite sgs-2005l

Опис:
Розроблено для безсвинцевої технологій
Імпульсний блок живлення забезпечує дуже високу потужність і ефективність
Некритичний до стабільності напруги, робочий діапазон 180 - 240В
Діапазон робочих температур 250 ° C - 500 ° C
Максимальна вихідна потужність 105 Вт
Падіння температури жала в момент пайки дуже мало і не перевищує 30 ° C
Швидке відновлення температури і збільшений термін служби жала
Легкий і зручний паяльник, опір заземлення жала менш 2Ω, потенціал менш 2МВ
Керамічний нагрівальний елемент
Високоякісне жало виробництва Японії
Відповідає вимогам ESD-захисту
Паяльна станція Xytronic xy-137esd

Опис:
137ESD професійна паяльна станція з цифровим індикатором температури - призначена для використання у виробництві та сервісних службах.
Паяльник 107ESD має керамічний нагрівальний елемент з Р.Т.С. датчиком.
137ESD відповідає стандартам захисту електростатичного захисту електронних пристроїв.
Станція має механічний обмежувач установки граничної температури.
Вбудований датчик, розташований на кінці керамічного нагрівача, дозволяє встановлювати температуру на кінці наконечника з точністю ± 3 ° C.
Опір ізоляції керамічного нагрівача більше 100 МОм при температурі 400 ° C.
Паяльник використовує японський керамічний нагрівальний елемент.
Час розігріву до робочої температури складає приблизно 45 секунд.
Техническая характеристика:
Потужність 60 Вт
Діапазон робочих температур 200 ° С - 480 ° С
Точна і стабільна температура жала: ± 3 ° С
Надмалих статичний потенціал жала (менше 0 4 мВ)
Опір заземлення жала менше 0 5 & ± 937
2.5 Механізм і способи мікрозварювання Микросварка
Зварювання деталей товщиною від кількох мікрометрів до 0,5 мм, звану мікрозварювання, широко застосовують у радіоелектронній і приладової промисловості при виробництві схем на друкованих платах, гібридних, інтегральних схем, герметизації корпусів мініатюрних приладів, мембранних коробок, сильфонів і т.п.
Мікрозварювання має ряд особливостей, що створюють додаткові проблеми в технології та виборі обладнання: через відносно малого власного опору деталей і малих зварювальних зусиль різко зростає роль контактних опорів як джерел теплоти; нерідко в контактах електрод - деталь виділяється майже стільки ж теплоти, скільки в зварювальному контакті; виняткова жорсткість режиму зварювання підвищує чутливість процесу до виплеску, масопереносу, збільшенню розсіювання показників міцності; велика різноманітність форм, розмірів, поєднань товщини і матеріалів деталей створює складності металургійного порядку і ускладнює знаходження оптимальних режимів зварювання; більш різке вплив різних змінних факторів на якість зварних сполук (стану поверхні, Fсв, dел, tсв, перекіс електродів, їх неточна установка і взаємний зсув, масоперенос, велика крутість наростання Iсв, інерційність механізму стиснення, зміни опору зварювального контуру машини та ін.) Все це ускладнює отримання високоякісних сполук мініатюрних вузлів.
Високу стійкість якості мікрозварювання вдається забезпечити лише при посиленні вимог до машини (щодо сталості параметрів, малої інерційності механізму стиснення, достатньої жорсткості зварювального контуру), до технології (щодо ретельного відпрацювання всіх елементів технологічного процесу, вибору оптимального режиму, широкого використання контрольних приладів) , до кваліфікованого обслуговування машин (щодо регулярної перевірки стану зварювального контуру, особливо його контактів, механізмів стиснення та інших систем).
В мікрозварювання іноді замість діаметру литого ядра вказують обсяг металу деталей, нагрітого до Тпл. Наприклад, при товщині 0,02 + 0,02 мм він становить 0,00013 мм 3, для 0,1 + 0,1 - 0,015 мм3, для 0,3 + 0,3 - 0,4 мм
Зазвичай застосовують попереднє нагрівання при постійному Fсв (циклограма д). Першим імпульсом стабілізують електричний контакт і зменшують схильність до виплеску, а другим - виробляють зварювання. Для цих же цілей модулюють передній фронт імпульсу струму. Режим зварювання вибирають переважно жорсткий (tсв <0,01 с) з використанням, як правило, конденсаторних машин. Знаходять застосування також машини змінного струму звичайної і підвищеної частоти. Іноді для попередження зовнішнього окислення зварювання ведуть в контейнерах із захисною атмосферою.
На рис. показані деякі характерні випадки застосування контактної мікрозварювання. Контактні висновки інтегральної схеми зазвичай з'єднують з струмопровідної контактної майданчиком підстави мікросхеми точковим зварюванням здвоєним електродом по типу односторонньої зварювання (рис. а). Ток і зусилля підводять відразу до обох ізольованим між собою частин електрода. З'єднання формується у вигляді однієї точки. Корпуси напівпровідникових приладів та інших блоків нерідко герметизують рельєфною контурної (рис. б) або шовного крокової зварюванням (мал. в). Типовими є рельєфні з'єднання круглих провідників діаметром від 20 до 200 мкм з різними тонкими плівками і між собою
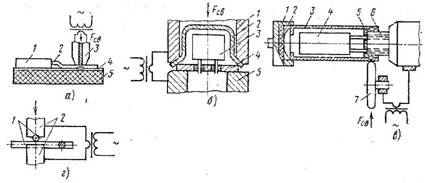
Рис. Приклади мікрозварювання:
а - з'єднання виведення 2 інтегральної схеми 1с контактної майданчиком 4 плати 5 здвоєним електродом 3;
б - герметизація корпусу 2 напівпровідникового приладу 3 рельєфною контурної зварюванням з днищем 4 спеціальними електродами 1 і 5;
в - герметизація приладу шовної крокової зварюванням; 1 - упор; 2 - амортизатор, 3 - балон, 4 - прилад, 5 - ніжка; 6 - оправлення; 7 - ролик;
г - зварювання тонкої дроту хрестом; 1 - дріт; 2 – електроди
2.6 Контрольно-вимірювальні засоби