

15.2Зварені з'єднання. Достоїнства і недоліки область застосування. Класифікація зварених швів.
З’єднання деталей при зварюванні супроводжується місцевим нагріванням поверхонь, що з’єднуються, до розплавленого або пластичного стану. Зварюванням можна з з’єднувати як металічні, так і неметалічні деталі.
Зварне з’єднання вважається найбільш досконалим нероз’ємним з’єднанням. До його переваг належать рівноміцність щодо сполучених поверхонь, економія матеріалів і зменшення маси у порівнянні з заклепковими з’єднаннями, висока продуктивність і технологічність процесу зварювання. Недоліками з’єднання вважаються появлення температурних напружень і їх концентрація, а також жолоблення тонкостінних деталей.
Найбільш поширеними способами зварювання є електродугове, електроконтактне та газове (хімічне). Також застосовують нові способи зварювання – тертям, вибухом, ультразвуком та ін.
При електродуговому зварюванні під дією тепла електричної дуги оплавляються сполучені поверхні і їх метал разом з металом електрода , який обмазується захисним покриттям або під шаром флюсу, утворюють міцний шов. Таким способом зварюються конструкційні сталі будь-яких марок. Електродугове зварювання високолегованих сталей, а також сплавів на основі алюмінію, міді, молібдену проводиться в середовищі захисного газу – аргону або гелію. Метал практично необмеженої товщини дозволяє зварювати електрошлакове зварювання
При газовому зварюванні розігрівання поверхонь, що з’єднуються, і прутка присаджувального матеріалу забезпечується згорянням газу (ацетилену) в струмені кисню. Таке зварювання застосовується для герметичного з’єднання деталей відносно малої товщини.
При електродуговому зварюванні залежно від взаємного розташування деталей відрізняються з’єднання встик (рисунок 2.7, а), внапустку (рисунок 2.7, б), таврові (рисунок 2.7, в) та кутові (рисунок 2.7, г). При цьому збільшення товщини деталей потребує додаткового розділування поверхонь.
15.3Розрахунок конічних зубчастих передач. На контактну міцність.
Розрахунок на міцність
Розрахунок міцності конічних коліс з непрямими зубцями здійснюють за параметрами біеквівалентних циліндричних прямозубих коліс (подвійне приведення, як конічного та косозубого колеса).
Діаметр біеквівалентного прямозубого колеса
 .
(3.35)
.
(3.35)
Число зубців біеквівалентного прямозубого колеса
 .
(3.36)
.
(3.36)
Розрахунок
на контактну та згинальну міцність
аналогічний розрахунку конічного
прямозубого колеса. Коефіцієнти
 ,
,
 більші у 1,4...1,5 рази, ніж у прямозубої.
Методику розрахунку наведено в роботі
[6].
більші у 1,4...1,5 рази, ніж у прямозубої.
Методику розрахунку наведено в роботі
[6].
Виготовлення конічних коліс
У
конічних передачах з
 для підвищення опору заїдання рекомендують
виконувати шестерню з додатним зміщенням
для підвищення опору заїдання рекомендують
виконувати шестерню з додатним зміщенням
 ,
а колесо з рівним по абсолютному значенню
від’ємним зміщенням
,
а колесо з рівним по абсолютному значенню
від’ємним зміщенням .
.
Вибір х за ГОСТ 19624-74 та 19326-73 чи за формулою
 .
.
16. 1Напряжения возникающие в сварном шве.
Сварным швом называется участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны. Сварочное пламя горелки расплавляет одновременно с основным металлом присадочный пруток. Металл присадочного прутка, смешиваясь с расплавленной частью основного металла, образует металл шва.
Напряжения в сварочном шве вообще вещь не приятная, особенно когда вымеряешь длину элементов рамы багги, а после проварки получается кривая коробка.
Для борьбы с этим явлениям надо сначала понять из за чего это происходит.
Р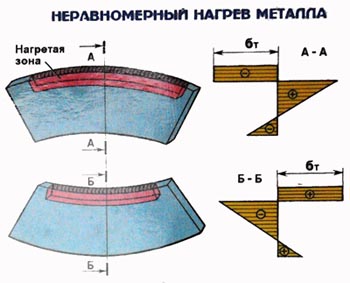 ассмотрим
пример наплавки валика на кромку полосы.
ассмотрим
пример наплавки валика на кромку полосы.
При наплавке валик и нагретая часть полосы расширяются и растягивают холодную часть полосы, создавая в ней напряжения. Сам же валик и нагретая часть полосы будут сжаты т.к. холодная часть полосы не дает им расширяться.
Полоса прогнется выпуклостью вверх.
При остывани, валик и нагретая часть полосы, претерпев пластические деформации будут сжиматься, но этому снова будут препятствовать холодные слои металла. Валик и нагретая часть будут стягиваться и полоса прогнется выпуклостью вниз.