

4.4 Специальные приспособления
К специальной оснастке относятся такие ее конструкции, которые создаются для одной (или нескольких) операций обработки или сборки одной детали. Специальные конструкции технологической оснастки делятся на универсально-сборные (УНП), сборно-разборные (СРП) и неразборные.
Универсально-сборные приспособления (усп)
Универсально-сборные системы (УСП) представляют собой комплект стандартных элементов, изготовленных с высокой степенью точности и обладающие повышенными прочностью и износостойкостью. Получили наибольшее распространение для станков с ЧПУ.
Установка и закрепление различных заготовок происходит в специальных приспособлениях, собранных из стандартных установочных и зажимных элементов. Приспособления компонуют из окончательно и точно обработанных взаимозаменяемых элементов: угольников, стоек, призм, опор, прихватов, крепежных деталей и т.д. Эти приспособления полностью обратимы. Неразъемные соединения исключены. Система УСП наиболее широко используется на опытных заводах и в условиях мелко- и среднесерийного производства.
Высокая точность элементов УСП обеспечивает сборку приспособлений без последующей механической доработки. После использования компоновок их разбирают на составные части, многократно используемые в различных сочетаниях в новых компоновках. Элементы УСП постоянно находятся в обращении в течение 18— 20 лет. Такая система не требует конструирования и изготовления приспособлений. Цикл оснащения станка приспособлением системы УСП состоит из сборки компоновки и ее установки, на что затрачивается в среднем 3—4 ч.
Конструктивной особенностью элементов УСП является наличие шпоночных пазов для точного и жесткого крепления деталей между собой при сборке. Для ускорения сборки, наиболее часто применяемые узлы также стандартизованы и хранятся в собранном виде. Они должны собираться без выверки и подбора. Поэтому к точности деталей УСП предъявляются высокие требования. Отклонение от параллельности не должно превышать 0,01 мм на длине 200 мм, от перпендикулярности – 0,01 мм на длине 100 мм.
Время, затраченное на сборку УСП, компенсируется при обработке первых 2-3 деталей. Элементы УСП могут служить 6-10 лет, можно изготовить десятки тысяч приспособлений. Точность обработки, например, при растачивании находится в пределах IT7-IN8. Эти приспособления используются для обработки деталей только одного типоразмера. Эти приспособления перекомпоновываются после окончания обработки очередной партии деталей. Элементы приспособлений могут использоваться неограниченное количество раз.
ГОСТами регламентированы три системы УСП с шириной паза 8 мм (УСП-8) для обработки небольших деталей, УСП-12 для обработки деталей максимальные размеры которых равны 700*400*200 мм, и УСП-16 для деталей размером 25--*2500*1000.
Для базирования и закрепления приспособления на станке или накладной плите используют дополнительные базирующие элементы УСП. Комплект УСП для станков с ЧПУ содержит меньшее количество деталей и он проще, чем УСП для универсальных станков. Это связано с тем, что на станках с ЧПУ не используются кондукторные плиты.
Недостатком УСП является их недостаточная жесткость. Установлено, что 85% деформаций компоновки УСП составляет деформация самих элементов приспособления, а остальное – деформация стыков. При этом влияние количества стыков на общую деформацию невелико. Таким образом, увеличение количества стыков в УСП по сравнению с неразборными приспособлениями не оказывает существенного влияния на увеличение деформаций, возникновение вибраций и, следовательно, точность обработки.
В комплект УСП входит более 2000 стандартных деталей и узлов различных типов и типоразмеров. Все элементы делятся на шесть групп: базовые детали, гидравлические цилиндры, опорные, прижимные и установочные элементы, гидропривод и арматура. Такое разнообразие элементов позволяет собрать несколько сотен различных компоновок приспособлений.
Б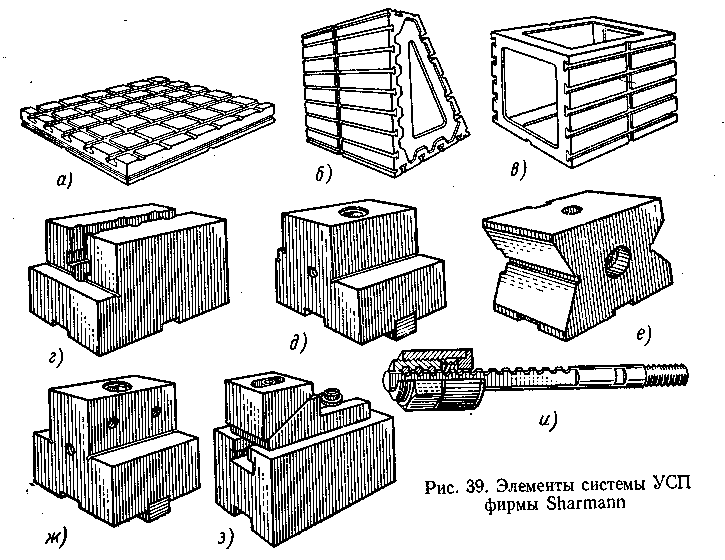 азовые
- это детали и узлы, служащие основаниями
для компоновки приспособлений: стандартные
плиты, пневмостол, магнитная плита,
самоцентрирующий и плавающий зажимы.
Базовые элементы выполняются в виде
круглых и прямоугольных плит и в виде
угольников с углом при вершине 30° и 45°.
На верхней и боковых поверхностях
выполняются шпоночные и Т-образные
пазы. Отклонение от параллельности и
перпендикулярности пазов составляет
0,005 мм. на 100 мм. длины. На нижней плоскости
плиты имеются шпонки для базирования
приспособления на столе станка.
азовые
- это детали и узлы, служащие основаниями
для компоновки приспособлений: стандартные
плиты, пневмостол, магнитная плита,
самоцентрирующий и плавающий зажимы.
Базовые элементы выполняются в виде
круглых и прямоугольных плит и в виде
угольников с углом при вершине 30° и 45°.
На верхней и боковых поверхностях
выполняются шпоночные и Т-образные
пазы. Отклонение от параллельности и
перпендикулярности пазов составляет
0,005 мм. на 100 мм. длины. На нижней плоскости
плиты имеются шпонки для базирования
приспособления на столе станка.