

К онструкции многооперационных станков с подвижным столом
Типы сменных столов станков с чпу
На рис. 2 показаны различные способы совмещения времени установки и закрепления заготовки в приспособлении с работой станка. На рис.2,а на поворотных столах устанавливают два приспособления. Обработка ведется по маятниковому методу. Смена заготовок производится в нерабочей позиции. Несовмещенное время тратится только на быстрое перемещение стола из одной позиции в другую.
На рис.2,б станок имеет двухпозиционный поворотный стол с независимым перемещение каждой половины, на которых установлены рабочие поворотные столы. Несовмещенное время равно повороту стола на 1800.
Н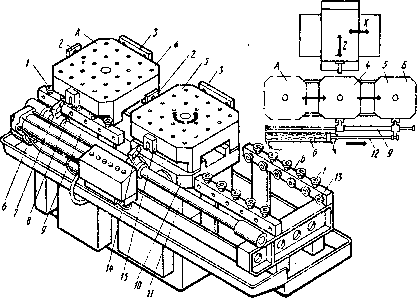 а
рис.2,в,г показаны устройства с двумя
вспомогательными столами, установленными
в различных местах относительно стола
станка.
а
рис.2,в,г показаны устройства с двумя
вспомогательными столами, установленными
в различных местах относительно стола
станка.
Устройство смены паллет
Устройство автоматической смены палет многоцелевого станка показано на рис.3. На поворотном столе станке и расположенном слева от него вспомогательном столе I в позиции А находятся налеты 4 и 5 с планками 2 и 3. Справа от стола станка находится второй вспомогательный стол — позиция В. В процессе обработки заготовки, находящейся на паллете 5, установленной на стволе 10 станка, вторая заготовка находится на налете 4. установленной в позиции ожидания А. По окончании обработки палета 5 автоматически перемешается в позицию В. а налета 4 — с позиции А на стол станка.
Базирование приспособления на станке
Так как на станках с ЧПУ относительное перемещение инструмента и заготовки происходит в системе заранее определенных координат, то необходимо не только ориентировать и закрепить заготовку в приспособлении, но и строго ориентировать приспособление в системе координат станка. Приспособление должно быть ориентировано не только в поперечном направлении относительно стола станка, но и в продольном.
Поскольку станки с программным управлением в основном применяют в мелкосерийном производстве, когда объект производства меняется достаточно часто, для сокращения времени их простоя, связанного со сменой приспособлений, необходимо предусматривать их быструю установку и закрепление на столе станка. Для полной ориентации приспособлений на столах некоторых предусмотрены поперечные пазы и отверстия. Например, столы вертикально-фрезерных станков с ЧПУ имеют поперечный паз и центральное отверстие (рис.4,а). Стол многоцелевого станка фирмы Giddings & Lewis имеет поперечные пазы и несколько рядов отверстий (рис.4,б). Стол многоцелевого станка фирмы Brown and Shorpe (США) имеет три продольных и один поперечный паз (рис.4,в).
В приспособлениях должны быть предусмотрены установочные элементы, соответствующие посадочным местам станков и обеспечивающие их точную ориентацию относительно стола станка.
С толы станков с чпу
При наличии на столе станка продольных и поперечного пазов приспособление базируется установочными шпонками или штырями. При наличии на столе станка продольных пазов и вентрального отверстия приспособление базируется по центральному отверстию и продольному пазу двумя штырями .
Для установки на столах станков имеющих центральное отверстие и поперечный паз (рис.4,б), в приспособлениях предусматривают два штыря или штырь и шпонку при фиксации приспособления по отверстию и пазу, либо три штыря или три шпонки при фиксации приспособлений по продольному и поперечному пазу. При установке приспособлений на столах станков, имеющих пазы и ряд отверстий (рис.4,в), приспособление ориентируют либо по пазу станка посредством штырей или шпонок, устанавливаемому в отверстии станка, либо в «координатный угол» по трем штырям, устанавливаемым в отверстия станка, два из которых ориентируют приспособление по направляющей базовой поверхности, а один — по упорной.
При наличии в системе ЧПУ плавающего нуля ориентацию приспособления в продольном направлении осуществляют от базовой поверхности установленной в приспособлении заготовки посредством контрольной оправки со щупом (или без него). Но это существенно увеличивает время установки.
Для полного базирования приспособлений, устанавливаемых на столах станков, имеющих только продольные пазы, применяют универсальные накладные плиты с сеткой Т-образных пазов, жестко закрепляемые на столах станков.
На рис.5,а показана установка тисков на накладной плите. Плита имеет продольные пазы и ряд отверстий.
На торцах накладных плит фирмы Warney and Swasey имеются резьбовые отверстия для закрепления упорных планок с пазами (рис.5,б), обеспечивающих установку приспособлений в координатный угол.