

5. Схема расположения оборудования трубной заготовки

- сварочный (шовообразующий) валок;
- индуктор;
- ферритовый сердечник;
- валок шовонаправляющей клети;
Дв - диаметр сварочного валка;
Ди - диаметр индуктора;
.В - расстояние индуктора от оси сварочного валка;
Lm - длина магнитопровода;
Дм - диаметр магнитопровода;
с - расстояние ферритового сердечника от оси сварочного валка;
А - расстояние между шовонаправляющей и шовообжимной клетями;
h- ширина индуктора.
6. Основные детали конструкции рабочих клетей установки
В настоящее время наибольшее распространение получили станы с рабочими клетями открытого типа (рис. 8.10) с общим приводом для всех клетей и передачей вращения валкам через главный вал, шестеренные клети и шпиндельные соединения. Число оборотов всех нижних валков клетей одинаково. Так как диаметры верхних валков ряда клетей больше диаметра нижних валков, то шестеренные редукторы этих клетей имеют разные передаточные числа. Последние пары формующих валков имеют одинаковые диаметры, и поэтому передаточные числа в них равны единице.
Формовочная
клеть трубоэлектросварочного стана:
1
- главный вал привода;
2
- шестеренная клеть; 3 - вал передаточной
шестерни;
4 -
соединительная муфта;
5
- универсальный шпиндель;
6 -
шарнирное соединение; 7 - ось
формовочного валка;
8
- формовочный валок; 9 - роликовый
подшипник;
10
- подушка; 11 - регулировочный винт нижнего
валка;
12
—
нажимной винт верхнего валка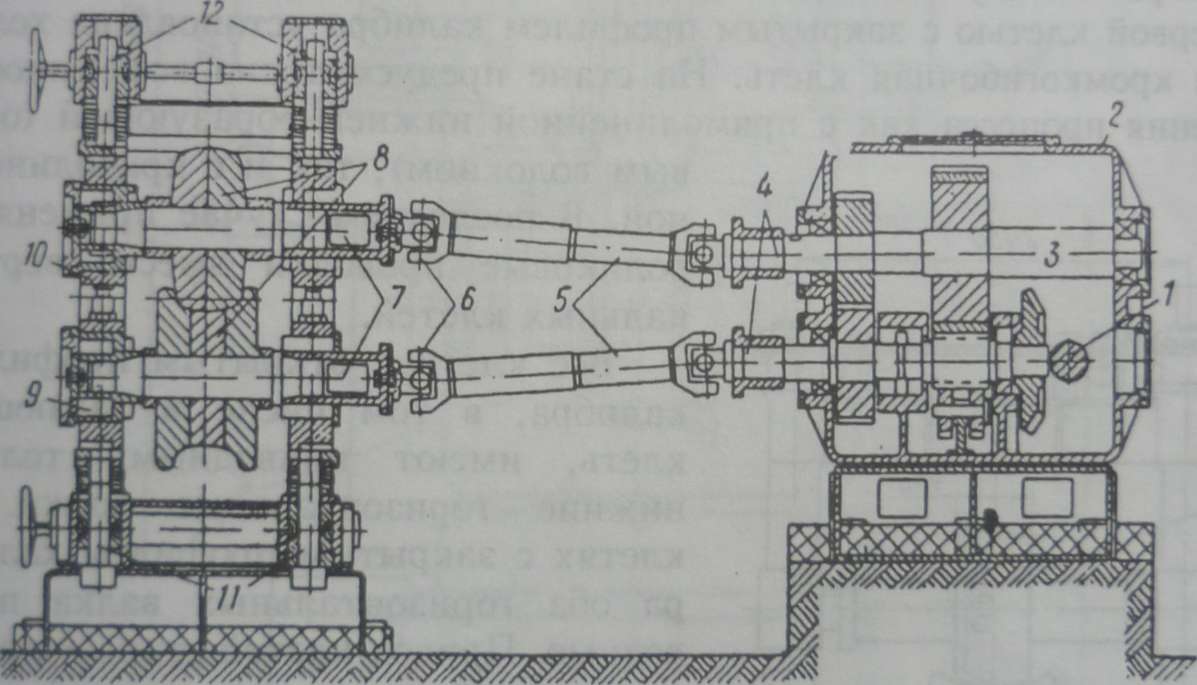
Вертикальные клети (эджерные) с холостыми валками служат направляющими и одновременно сохраняют профиль ленты, сформованный в рабочих валках, не допуская распружинивания трубной заготовки
7.Методы неразрушающего контроля качества труб
Трубы, изготовленные согласно ОТ 157-ТСЦ2-001, с распределительного устройства направляют на пять поточных линий, где проходят холодную правку в соотшетствии с ОТ 157-ТСЦ2-005 и неразрушающий контроль на дефектоскопах токовихревых типа ЭЗТМ-1 и ЭД 206 в соответствии с ВТ 157-ЦЛМ-001 и ВТ 157-ЦЛМ-019. Результаты контроля за смену и все замечания по работе дефекто-скопов контролёр ОТК записывает в журнал произвольной формы.
Отбракованные дефектоскопом трубы удаляются из потока автоматически и направляются в изолятор несоответствующей продукции.
В начале смены проверку работоспособности дефектоскопов ЭЗТМ-1 производит бригадир отделки в присутствии контролера ОПС В случае технической неисправности дефектоскопа испытание неразрушающим методом не производить до устранения неисправности, а при невозможности устранения производить контроль на дефектоскопе ЭД-206 или 100% испытание гидравлическим давлением.
Трубы, прокатанные после остановки стана при неустановившемся процессе сварки шва в количестве не менее 2 т, подлежат 100 % гидравлическому испытанию давлением не менее 4,9 МПа (50 кгс/см2) или на дефектоскопе ЭД-206. Остановкой стана считать отсутствие производства более 15 мин. Трубы, отбракованные на дефектоскопе ЭД 206, подлежат 100 % гидравлическому испытанию давлением.
Трубы, потерявшие прослеживаемость, проходят 100 % неразрушающий контроль на дефектоскопе ЭД 206 и испытания на загиб, раздачу и сплющивание.
При получении удовлетворительных результатов испытаний пакет труб принимается по ГОСТ 3262, при неудовлетворительных результатах - повторные испытания на удвоенном количестве образцов. При получении удовлетворительных результатов испытаний пакет труб принимается по ГОСТ 3262, при получении неудовлетворительных результатов испытаний на одной из проб трубы принимаются по ТУ 14-157-89.
При работающем прокате, когда в пакете на одной из линий выявились две и более трубы с дефектом типа: надрыв шва, ужим, расслой, непроваром шва пакеты труб снимаются со всех работающих линий, подлежат сплошному контролю и поверхности на инспекционном участке ремонта труб.
Пакеты труб после сортировки по надрывам шва, непровару подлежат 100% дефектоскопии на ЭД 206 в соответствии с ВТ 157-ЦЛМ-019. Трубы отбракованные на дефектоскопе ЭД-206, принимаются по ГОСТ 3262. Трубы, отбракованные на дефектоскопе ЭД-206, подвергаются испытанию гидравлическим давлением. Испытание на загиб, раздача, сплющивание производится на удвоенном количестве образцов.
При получении удовлетворительных результатов испытаний пакет труб принимать по ГОСТ 3262. При получении неудовлетворительных результатов испытаний хотя бы на одной из проб трубы принимаются по ТУ 14-157-89.
Трубы с несквозными отверстиями или другими дефектами сварки предъявляются по ТУ 14-157-89.
Трубы, отсортированные на дефектоскопе ЭЗТМ-1, формируются а пакеты и проходят 100% испытание на дефектоскопе ЭД-206. Отбраковка на дефектоскопе ЭД-206 подвергается испытанию гидравлическим давлением 5 МПа 5( кгс/см2). После испытания, если потеки составят 0,5 % и менее проходят испытания' на загиб, раздачу, сплющивание на удвоенном количестве проб.
При получении удовлетворительных результатов испытаний пакет труб принимать по ГОСТ 3262. При получении неудовлетворительных результатов испытаний хотя бы на одной из проб трубы принимаются по ТУ 14-157-89. Если при испытании гидравлическим давлением потёки составят более 0,5 %, пакет труб принимается по ТУ 14-3-1430.
След на торце трубы от «мягкого упора» дефектоскопа на ЭД 206 не являются браковочным критерием.
После проведения контроля неразрушающим методом трубы подавать по рольгангам к станкам и сбрасывать на накопительную решетку, до упора отсекателя.