

3. Сущность процесса производства труб
Электросварка токами высокой частоты. Для производства труб диаметром 8 - 529 мм и толщиной стенки 0,3 - 10 мм широкое распространение получил новый способ производства электросварных труб - сварка токами высокой (радиотехнической) частоты (70 - 450 кГц).
Основными преимуществами этого способа сварки являются:
Возможность осуществлять поверхностный нагрев кромок заготовки в тонком слое металла.
Возможность значительного увеличения скорости сварки до 150 м/мин и более из углеродистых сталей при одновременном повышении качества сварного шва.
Возможность сварки труб из легированных и высоколегированных сталей, цветных и редких металлов и сплавов с высокой скоростью.
Получение труб с качественным швом из горячекатаной не травленой стали.
Значительное уменьшение удельного расхода электроэнергии на 1 т готовых труб.
Возможность применения одного и того же сварочного оборудования при сварке различных материалов.
На рис. 9.6 показана схема сварки токами высокой частоты с контактным и индукционным подводом тока к кромкам трубной заготовки.
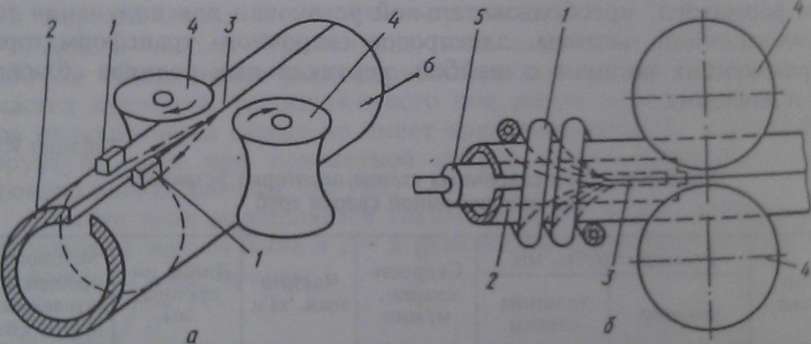
Схема высокочастотной сварки с подводом тока скользящими (а) коти
тами и индукционным (б) подводом тока к кромкам трубной заготовки: I - контакты или индуктор; 2 - сформованная заготовка; 3 - стык кромок; 4 - сварочные ролики; 5 - ферритовый сердечник; 6 - готовая труба
Индуктивное сопротивление по периметру трубы будет больше, чем вдоль кромок. Поэтому ток пойдет вдоль кромок, будет их разогревать до сварочной температуры. Основной нагрев металла производит прямой ток. В месте стыка кромок 3 образуется шов под действием сдавливания сварочными роликами температура кромок будет наивысшей и произойдет сварка заготовки в трубу б. Обратный ток, проходя по второй кромке в направлении, обратном движению заготовки, замыкается через направляющие ножи и шайбы.
Индукционный подвод тока осуществляется двух- и трехвитковым индуктором 1 (рис. 9.6, б). Под действием электрического тока высокой частоты, проходящего по индуктору, в металле трубной заготовки 2 возникает электродвижущая сила, под влиянием которой в трубной заготовке образуется электрический ток также высокой частоты. Пути его прохождения будут такими же, как и при контактном подводе тока. Только по периметру трубной заготовки ток может течь большей силы, так как индуктор охватывает трубу кругом. Для того чтобы уменьшить долю электрического тока, проходящего по периметру трубы, внутрь трубы в месте установки индуктора вводят ферритовый сердечник 5. Этим увеличивается индуктивное сопротивление для тока, проходящего по периметру трубы, и тогда ток в основном пойдет вдоль кромок трубы, нагревая их до сварочной температуры. Зазор между сердечником и трубой желательно иметь минимальный - не более 2-3 мм, однако на практике его поддерживают равным 3-5 мм, чтобы избежать электрических пробоев.