

Зенкерование отверстий
1.Общие сведения. Зенкера
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, либо отверстий, предварительно просверленных с целью увеличения их Д«3' метра, улучшения качества поверхности, повышения точности (уменьшения конусности, овальности).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после сверления оставляют припуск под зенкерование).
Зенкерование обеспечивает точность обработки отверстий в пределах 8... 13-го квалитетов шероховатость обработанной поверхности Ra 10.5...2.5.
Зенкерование - операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5...3 раза большая, чем при сверлении.
Зенкеры. Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка. Работает зенкер так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия.
По внешнему виду цельный зенкер также напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (три-четыре) и спиральных канавок. Три-четыре режущие кромки (зенкеры называются соответственно трех- и четырехперыми) лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечивается получение высокой точности. Зенкер состоит из рабочей части 2, шейки 4, хвостовика 5 и лапки 6.
Рабочая часть 2, в свою очередь, состоит из режущей (заборной) и калибрующей 3 частей.
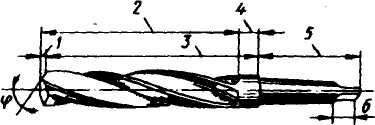
Основные элементы зенкера
Во время зенкерования режущая часть выполняет основную работу "о снятию металла, а направляющая служит для направления зенкера отверстии, зачистки поверхности, придания отверстию правильной цилиндрической формы и получения требуемого размера отверстия.
Ленточки (фаски) на направляющей части зенкера уменьшают и облегчают резание.
Зенкеры имеют переднюю поверхность, режущие кромки 2, сердцевину 3, заднюю поверхность 4, ленточки 5, а также в- задний, у - передний, <р ~ в плане, ы - наклона винтовой канав значения которых определяют в зависимости от твердости металлов. ^ -зенкеры изготовляют из быстрорежущей стали; они бывают двух - цельные с коническим хвостовиком и насадные. Первые для предварительной, а вторые - для окончательной обработки отверстий.
Безопасность труда. При зенкеровании следует выполнять те же требования безопасности, что и при сверлении.
1.Общие сведения. Зенковки
Зенкование - это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленньк отверстий под головки болтов, винтов и заклепок.
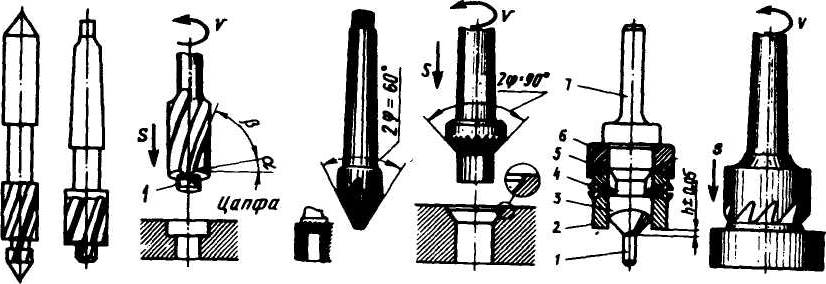
Инструмент для зенкования. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
По форме режущей части зенковки подразделяют на цилиндрические, конические и торцовые (цековки).
Цилиндрическая зенковка состоит из рабочей части, на которой имеется
от 4 до 8 торцовых зубьев, и хвостовика. Цилиндрические зенковки имеют направляющую цапфу, которая входит в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Цилиндрические зенковки бывают с постоянной направляющей и цилиндрическим хвостовиком ф 23—12 мм) со сменной направляющей и коническим хвостовиком ф 11...40 мм . Материал - сталь Р6М5.
Зенковки, как и другие режущие инструменты, имеют углы.
Коническая зенковка также состоит из рабочей части и хвостовика. Рабочая часть имеет конус при вершине с углом. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60,90 и 120°.
Державка с зенковкой и вращающимся ограничителем имеет хвостовик 7,< на одном конце которого закреплена по резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой 6 легко вращаете* благодаря шарикам 5, размещенным между втулкой 6 и упором *• Зенковка выступает из упора на глубину зенкуемого отверстия. * читель позволяет зенковать отверстия на одинаковую глубину, что но достичь при пользовании обычными зенковками.
3.Безопасность труда. При зенковании необходимо выполнять те же требования безопасности, что и при сверлении.
План-конспект урока производственного обучения
Занятие №10