3.Оборудование слесарных мастерских
В слесарных мастерских и на участках располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки (точильно-шлифовальные); опиловочно-зачистные станки; поверочные и разметочные плиты; винтовой пресс; ножовочный станок; рычажные ножницы; плиты для правки и др. Для размещения заготовок и деталей, приспособлений и инструментов, вспомогательных материалов имеются групповые инструментальные шкафы, стеллажи, столы, тара для заготовок (деталей) и стружки.
Слесарный верстак является одним из основных видов оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняют слесарные работы. Он должен быть прочным и устойчивым. Каркас верстака - сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстака изготовляют из досок толщиной 50...60 мм (из твердых пород дерева). Столешницу в зависимости от характера выполняемых на верстаке работ покрывают листовой сталью толщиной 1...2мм, линолеумом или фанерой, а кругом окантовывают, бортиком, чтобы с нее не скатывались детали.
Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения в определенном порядке инструментов, мелких деталей и документации.
Слесарные верстаки бывают одно- и многоместными. Одноместные имеют длину 1000...1200 мм, ширину 700.800 мм, высоту 800...900 мм, а многоместные - длину в зависимости от числа работающих, а ширину и высоту- те же. что и одноместные верстаки. Наиболее удобны и более широко применяются одноместные верстаки.
Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Слесарный верстак, применяемый на заводах, состоит из металлического каркаса 1, версточной доски (столешницы) 2, защит
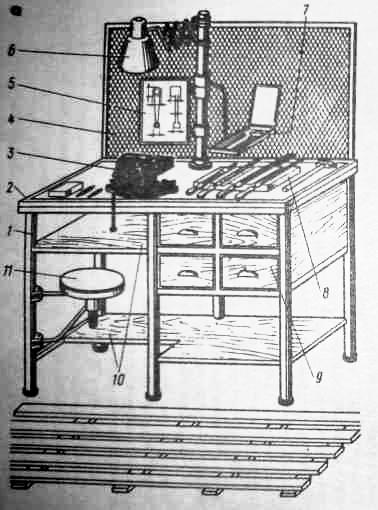

ного экрана (металлическая сетка с очень мелкой ячейкой или органическое стекло) 4, На верстаке располагают тиски 3 с параллельными губками, планшет S для размещения чертежей, светильник 6, кронштейн с полочкой 7 для измерительного инструмента, планшет 8 для рабочего инструмента.
Под столешницей имеются четыре ящика 9 с отделениями для хранения инструмента и две полки 10 для хранения деталей и заготовок. К ножке верстака крепится откидное сиденье 11.
Широко применяют в мастерских учебных заведений верстак, исключающий применение подставок и допускающий регулирование подьема тисков па нужную высоту.
В каркасе 2 этого верстака прочно закреплена специальная гайка 3 с резьбой, внутрь которой входит стальной хвостовик. Тиски поднимают, вращая рукой надетый на винт 1 маховичок 8.
Верстак снабжен защитным экраном 5 из металлической сетки высотой 1 м с ячейками не более 3 мм или органического стекла, полочкой 4 для измерительного инструмента, планшетами 6 для рабочего инструмента, которые вместе с инструментом укладываются в ящик. Деревянная столешница верстака вместо бортиков окантована рамкой 7 из алюминиевого уголка.

Заслуживает внимания планшет-кассета, представляющая собой рамку одна часть которой закрыта прозрачным оргстеклом, а обратная - крышкой-задвижкой. В планшет закладывают чертежи по ряду заданий; устанавливают его в планку с пазом вертикально или горизонтально.
Применение планшета-кассеты позволяет пользоваться несколькими чертежами, не требует картона для наклейки, покрытия чертежа защитным слоем и, кроме того, позволяет долгое время сохранять чертежи чистыми.
Для работы механизированным инструментом к верстаку подводятся силовая электрическая линия и магистраль сжатого воздуха.
Для выполнения слесарных работ непосредственно у машин широко применяют передвижные (на роликах) верстаки.
Когда слесарю приходится перемещаться по фронту работы, он пользуется таким верстаком.
При выполнении слесарных работ часто находят применение ящики с набором слесарного инструмента, а также инструментальные мягкие сумки .

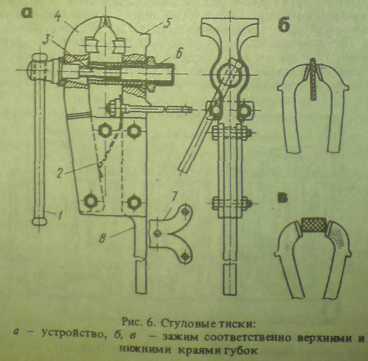
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, в дальнейшем они были приспособлены для закрепления на верстаках.
Преимуществами стуловых тисков являются простота конструкции н высокая прочность, а недостаток заключается в том, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие — только нижними, что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
Стуловые тиски применяют редко и только для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, - при рубке, клепке, гибке и пр.
Тиски с параллельными губками и ручным приводом выпускают трех типов: I - поворотные, II - неповоротные, III — инструментальные со свободным ходом передней губки.
Поворотные тиски с параллельными губками могут поворачиваться на угол не менее 60°. В корпусе неподвижной губки 9 тисков имеется сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта.
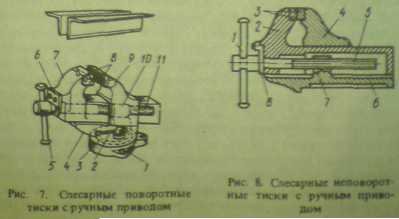
В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимный винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении в ту или другую сторону с помощью рычага 5 винт 11 будет ввинчиваться в гайку 10 или вывинчиваться из нее н соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь - освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот поворотной части 4 (не менее 60° в каждую сторону). Поворотную часть 4 тисков закрепляют в требуемом положении с помощью рукоятки 2 болтом 11.
Корпус тисков с параллельными губками изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) пластины 8 с сетчатой насечкой.
Неповоротные тиски с параллельными губка-м и имеют основание б, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2 Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с сетчатой насечкой из инструментальной стали У8 и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 с помощью рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой. Ширина губок неповоротных тисков - 80 и 140 мм с наибольшим раскрытием губок 95 и 180 мм.
Тиски с дополнительными губками для труб кроме общего назначения могут быть использованы для закрепления труб благодаря дополнительному призматическому вырезу. Наибольшие диаметры зажимаемых труб составляют 60, 70 и 140 мм.
 Несмотря
на достоинство тисков с параллельными
губками, заключающееся в прочном
креплении к верстаку, они имеют недостаток
- малую прочность губок. Поэтому для
тяжелых работ эти тиски непригодны.
Тиски со свободным ходом обеспечивают
удобство и быстроту установки деталей.
Тиски к верстаку прижимает плита 7. Под
внутренней неподвижной губкой 2
расположена подвижная губка 3, а между
ней и плитой - две зубчатые рейки 4, в
зацеплении с которыми находится зубчатое
колесо 6, выполненное в виде гайки и
установленное на винте 5.
Несмотря
на достоинство тисков с параллельными
губками, заключающееся в прочном
креплении к верстаку, они имеют недостаток
- малую прочность губок. Поэтому для
тяжелых работ эти тиски непригодны.
Тиски со свободным ходом обеспечивают
удобство и быстроту установки деталей.
Тиски к верстаку прижимает плита 7. Под
внутренней неподвижной губкой 2
расположена подвижная губка 3, а между
ней и плитой - две зубчатые рейки 4, в
зацеплении с которыми находится зубчатое
колесо 6, выполненное в виде гайки и
установленное на винте 5.
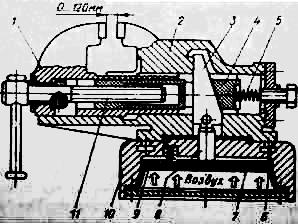
Пневматические тиски обеспечивают без применения физической силы быстрый и надежный зажим деталей с постоянным усилием. Время зажима 2...3 с, а усилие - 300 Н. Пневматические тиски состоят из основания 1, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью Внутри поворотной части 2 перемещается каретка 6, соединенная ходовым винтом 7 с подвижной губкой 4. Ходовой винт позволяет изменять расстояние между обеими губками тисков.
Пневматические тиски с клиновым зажимом установлены на корпусе 10 пневматической подставки. В последней профрезерован кольцевой Т-образный паз 6. в который головками входят болты, закрепляющие тиски в нужном положении.