

Лекция 30
Инкрустирование
1. Инкрустирование. Сущность процесса, основные понятия.
2. Материалы и способы выполнения углублений в обрабатываемом материале
3. Технология и рабочие приемы закрепления инкрустирующего материала и отделки изделий.
Процесс инкрустирования заключается в том, что на поверхности изделия выгравировываются, вытравляются или делаются иными способами углубления, которые затем заполняются другим, обычно более мягким металлом. Красота рисунка достигается за счет различной окраски вкладываемого и основного металлов.
При инкрустировании к материалам предъявляются два основных требования:
основной и инкрустирующий металлы должны быть разного цвета;
инкрустирующий металл должен быть мягче основного.
Хорошее сочетание получается при инкрустации стали золотым или серебряным орнаментом. В качестве реципиента можно использовать бронзу или латунь, а углубления заполнять медью или серебром.
При выполнении углублений в любом случае сначала наносят рисунок орнамента, а затем одним из описанных ниже способов выбирают металл, получая углубления. Контурные орнаменты инкрустируются проволокой, для плоских фигур применяют листовой металл. Для обеспечения надежного крепления вставляемого металла углубления (канавки) расширяют книзу, т. е. их поперечное сечение выполняют трапециевидным.
Углубления можно получить травлением, с последующей доработкой краев канавок штихелем. Однако наиболее распространенным способом получения канавок и углублений при инкрустировании является гравирование. Штихелем (рис. 2.4.11) прорезают канавки по контуру рисунка. После того как будут вырезаны канавки всего рисунка со скосом в одну сторону, прорезают тем же способом канавки с противоположно направленным скосом стенки. Получившееся в результате поперечное сечение канавки напоминает форму ласточкина хвоста.

Рис. 2.4.11. Инкрустирование в выгравированные канавки: а – врезание штихеля (вид сбоку); б – первый рез штихелем; в – второй рез штихелем; г – укладка и вбивание проволоки в канавку; д – окончательно вбитая проволока
Более простым в исполнении способом является вырубка канавок специальным зубилом (рис. 2.4.12).

Рис. 2.4.12. Инкрустирование в вырубленные канавки: а – вырубка канавки зубилом (вид сбоку); б – рабочая часть зубила с режущими гранями; в – профиль вырубленной канавки; г – закрепление проволоки подчеканкой облоя; д – окончательно зачеканенная проволока
Обрабатываемая заготовка крепится, как и при чеканке, на китте. Зубило должно иметь определенную форму (рис. 2.4.12, а и б). Зубило должно давать все время равномерную глубину канавки и гладкое дно, на котором не допускаются зарубки и уступы. Получающаяся при вырубке канавка имеет квадратное или прямоугольное сечение. Стенки ее вначале перпендикулярны и лишь края ее слегка приподнимаются вследствие образования облоя из–за деформаций металла при рубке (рис. 2.4.12, в). Этот облой при закладке инкрустирующей проволоки зачеканивается (рис. 2.4.12, г) и плотно удерживает ее.
Для образования канавок используются также чеканы (рис. 2.4.13, а). Острой режущей кромкой чекана насекают контур орнамента. При этом образуется остроугольная канавка, верхние края которой слегка приподняты образовавшимся облоем (рис. 2.4.13, б). Вдоль этой канавки проходят плоским чеканом, чтобы раздать ее по ширине для более свободного укладывания проволоки в канавку (рис. 2.4.13, в, г). Этот способ применяется преимущественно для инкрустирования проволокой.
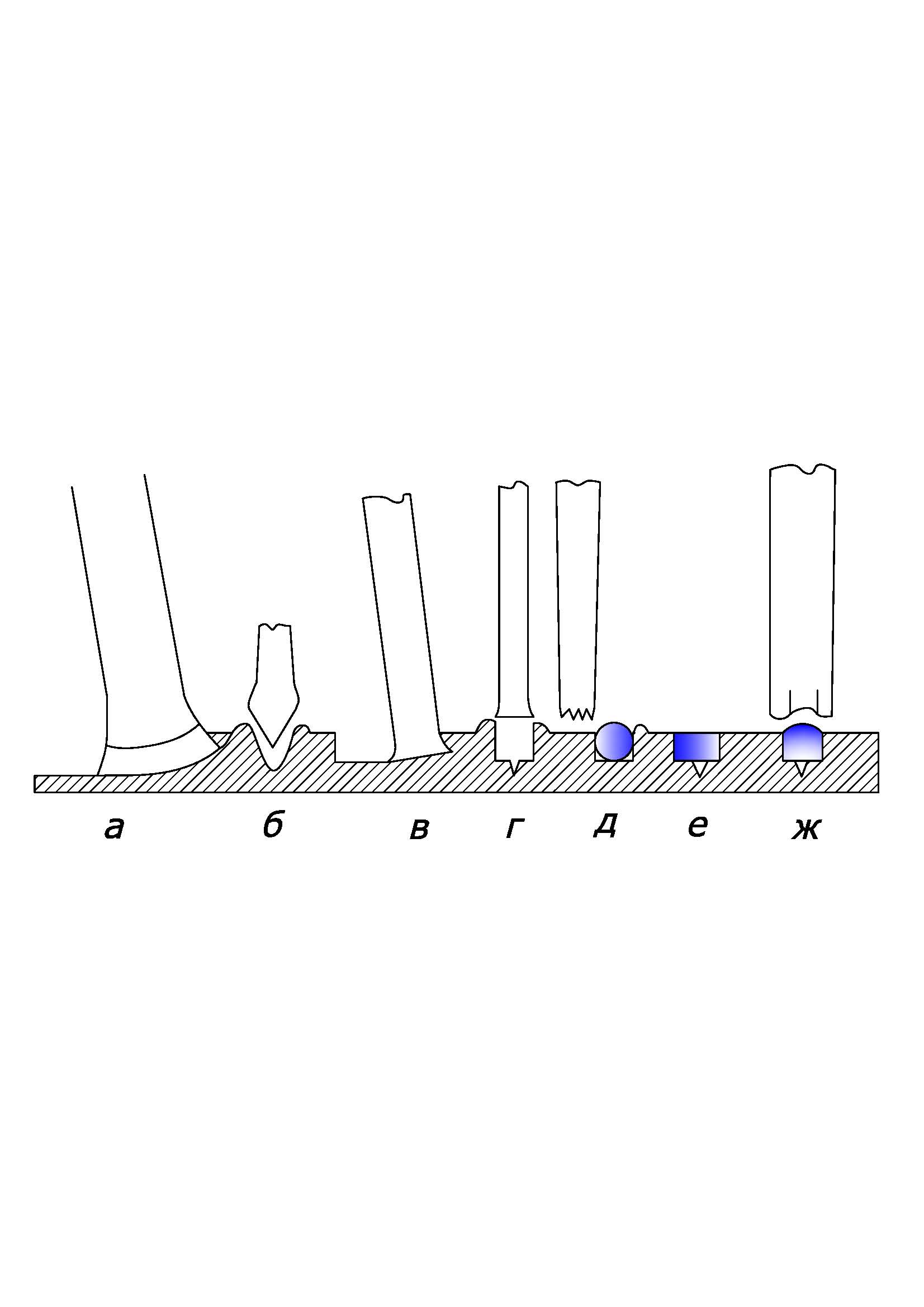
Рис. 2.4.13. Инкрустирование в чеканенные канавки: а – чекан (вид сбоку); б – насеченная чеканом канавка; в – плоский чекан (вид сбоку); г – канавка, расширенная плоским чеканом; д – подчеканка; е – окончательно зачеканенная проволока; ж – закругление вкладываемой проволоки при рельефном инкрустировании
При инкрустировании чаще всего используют круглую проволоку, которая слегка выступает из канавки. В начале вырезанной или выгравированной канавки укладывают конец проволоки и легкими ударами молотка закрепляют ее в основе (см. рис. 2.4.11, г). Затем укладывают следующий участок проволоки, зачеканивают его молотком и т. д. Мягкий материал проволоки под ударами молотка полностью заполняет углубления трапециевидной формы. После укладки проволоки по всей ее длине еще раз слегка проходят плоским чеканом, чтобы устранить возможные неровности и убедиться в надежности ее закрепления.
В тех случаях, когда канавки вырублены зубилом или набиты чеканом, при закреплении проволоки поступают следующим образом. После того как проволока вложена в углубления, по основному металлу вдоль инкрустирующей проволоки по обеим сторонам канавки проходят слегка шероховатым матовым чеканом (см. рис. 2.4.13, г). При этом облой деформируется и закрепляет проволоку. После этого еще раз проходят вдоль уложенной проволоки тем же матовым чеканом и окончательно впрессовывают ее в углубление (см. рис. 2.4.13, д).
При инкрустации металлическими пластинками размеры их по ширине и длине должны быть несколько больше размеров углубления. Края этих пластинок можно несколько скосить, опилив таким образом, чтобы они подходили к скошенным во внутрь стенкам впадины. Пластинка вставляется слегка выпуклой во впадину и фиксируется отдельными ударами молотка, наносимыми последовательно по ее периметру. Окончательное закрепление инкрустирующей вставки производят матовым, чеканом.
В выемке с сильно выступающим облоем укладываемую проволоку зачеканивают так, чтобы она несколько выступала над основной пластиной (рельефное инкрустирование). В последнем случае применяют специально подготовленную проволоку овального сечения. После зачеканивания такой проволоки матовым чеканом (см. рис. 2.4.13, д, е) проходят вдоль краев канавки слегка вогнутым чеканом, одновременно формуя выступающую часть проволоки (рис. 2.4.13, ж).
При обычном плоском инкрустировании при отделке всю инкрустированную поверхность шлифуют и затем полируют. Рельефно инкрустированные изделия следует выполнять очень тщательно, чтобы после закрепления проволоки не было необходимости в дополнительной чистовой обработке.