

1 643 , 4 Ч; 2 563 , 4 ч; 3 523 , 4 ч; 4 473 , 4 ч ( истинное напряжение)
Рис. 1.4.6. Механические свойства крупнозернистого сплава 1, отожженного при различных температурах и закаленного в воде.
Хрупкость данного сплава обусловлена процессами атомного упорядочения.
При температурах 563 633 К происходит упорядочение по типу АВ3. Ниже температуры 563 наблюдается упорядочение по типу АВ, которое переводит сплав в хрупкое состояние.
Особенно опасным является упорядочение по типу АВ для литого крупнозернистого сплава. В процессе упорядочения такой сплав самопроизвольно разрушается по границам зерна без приложения внешней нагрузки.
Во избежание охрупчивания сплава следует предотвратить в нем упорядочение по типу АВ. Для этого необходимо производить закалку сплава при температурах, превышающих 573 .
При исследовании второго сплава (75 % золота, 10 % меди, 10 % никеля, 5 % цинка) установлено, что в процессе термообработки он претерпевает упорядочение структуры. Однако в нем наблюдается упорядочение только по типу АВ3 По-видимому, увеличение содержания никеля и цинка замедляет кинетику упорядочения. При просмотре фольг в структурных отражениях доменная структура также была видна.
Для изучения влияния структурно-фазовых превращений на механические свойства сплавов ЗлСрМ 750 были выбраны шесть сплавов с различным содержанием меди и серебра: ЗлСрМ 750-213 (213), ЗлСрМ 750-180 (180), ЗлСрМ 750-160 (160), ЗлСрМ 750-125 (125), ЗлСрМ 750-90 (90) ; ЗлСрМ 750-50 (50) . Рентгенографическим методом обратной съемки со шлифа по Заксу было обнаружено упорядочение в сплавах от 50 до 180. Чем больше содержание серебра в сплаве, тем ниже температура упорядочения. Так, для сплавов 50 125 эта температура соответствует 673 633 К, а для сплавов 160 180 она составляет 623 573 . Структурные и сверхструктурные отражения на рентгенограммах упорядоченных сплавов чрезвычайно размыты. Это свидетельствует о малых размерах доменов и наличии напряжений в сплавах. Возникновение напряжения характерно для сплавов, в которых упорядочение происходит с образованием структур типа АВ. Высокая скорость изменения кристаллической решетки с образованием соединения золото-медь отмечена во всех сплавах. Свидетельством этого утверждения может служить тот факт, что ни для одного сплава не удается с помощью закалки при высоких температурах избежать образования соединения золото медь. Получить сплав в разупорядоченном состоянии удается только закалкой при температурах, незначительно превышающих температуру упорядочения.
Влияние упорядочения атомов по типу АВ на механические свойства сплава зависит от числа центров новой фазы. При упорядочении с малым числом центров возникающие в сплаве напряжения в значительной мере снимаются в процессе роста упорядоченной фазы. Упорядочение с большим числом центров новой фазы приводит к макроскопическому распределению напряжений в образцах. Напряжение может оказаться достаточным, чтобы вызвать не только коробление, но и разрушение образца.
Для исследованных сплавов типа ЗлСрМ 750 установлено образование большого числа центров возникновения новой фазы при закалке при высоких температурах (1073 ). Об этом свидетельствует вид образцов, деформированных при закалке под действием внутренних напряжений.
Механические свойства сплавов типа ЗлСрМ 750 после термообработки приведены на рисунке 1.4.7. Анализ соответствующих кривых показывает, что прочность сплавов повышается по мере увеличения содержания меди в сплаве, а пластичность проходит через максимум у сплавов средней области концентраций, оставаясь, однако, достаточно высокой у сплавов 50 и 213.
Термообработка вышеуказанных сплавов при температуре ниже границы упорядочения приводит к значительному возрастанию прочности и снижению пластичности (рис. 1.4.8, 1.4.9). Этот эффект особенно важен для сплавов, богатых медью, поскольку он может приводить к хрупкости (рис. 1.4.8).
Для сплавов, богатых медью, низкотемпературную термообработку, приводящую к упорядочению, не следует применять перед механической обработкой. Охрупчивание, вызванное упорядочением при низкотемпературной термообработке, может быть ликвидировано термообработкой, переводящей сплав в неупорядоченное состояние, т.е. закалкой при температурах, несколько превышающих температуру фазового перехода для соответствующего сплава. Как видно из рисунке 1.4.8 (кривая 9), отжиг хрупкого сплава 50 при температуре 663 К полностью возвращает исходную пластичность. Для сплавов типа ЗлСрМ 750, богатых серебром (сплавы 180, 213) низкотемпературная обработка (выдержка при температуре 523 К в течение 4 ч) с последующей закалкой не вызывает охрупчивания металла (рис. 1.4.9).

Рис. 1.4.7. Механические свойства сплавов типа ЗлСрМ 750 после смягчающей термообработки в печи «Соло» при температуре 1013 К и скорости движения конвейера 45 см/мин: 1 – сплав 50; 2 – сплав 90; 3 – сплав 125; 4 – сплав 160; 5 – сплав 180; 6 – сплав 213 ( – истинное напряжение)
1 – сплав 50, 523 К, 4 ч; 2 – сплав 90, 523 К, 4 ч; 3 – сплав 125, 523 К, 4 ч; 4 – сплав 160, 523 К, 4 ч; 5 – сплав 50; 6 – сплав 90; 7 – сплав 125; 8 – сплав 160; 9 – сплав 50, 523 К, 4 ч закалка + 663 К, 4 ч ( – истинное напряжение)
Рис. 1.4.8. Механические свойства сплавов типа ЗлСрМ 750, прошедших различную термообработку после смягчающей термообработки в конвейерной печи «Соло» (время выдержки в часах)
При исследовании сплавов золото серебро медь 750-й пробы также было установлено, что на их пластичность сильное влияние оказывает наличие газовых примесей. Когда никакой термообработкой устранить хрупкость не удается, вакуумный переплав сплавов является радикальным способом. Это заключение многократно проверялось следующим образом: отбиралась партия только тех образцов, которые хрупко разрушались в процессе закалки или при испытаниях на растяжение, затем такие образцы переплавлялись в кварцевых ампулах в вакууме, из полученного слитка изготовляли образцы для механических испытаний. Хрупкое разрушение образцов при последующей закалке при 1073 и дальнейшем испытании на растяжение полностью устранялось.
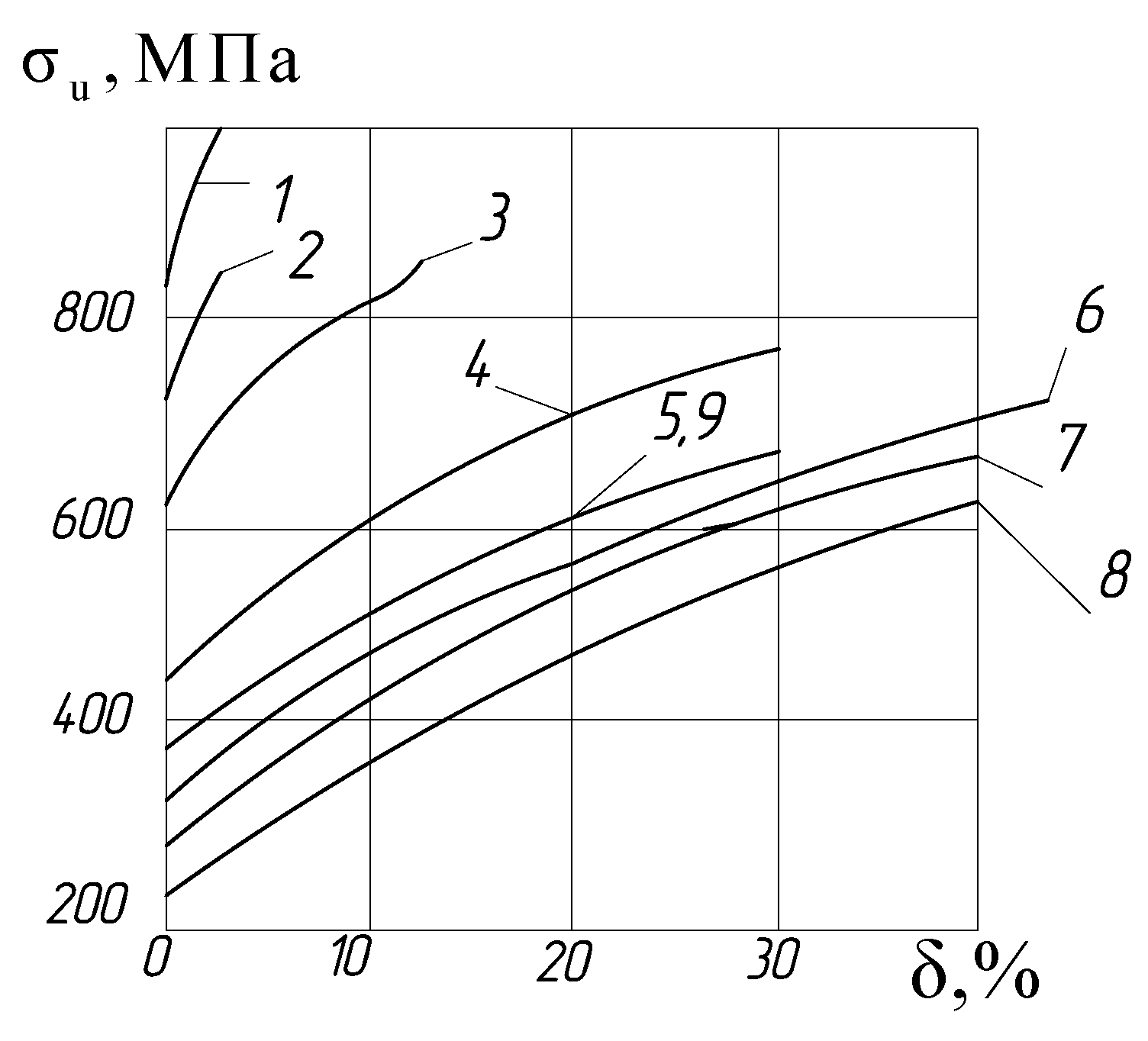
Диаграммы растяжения образцов сплава ЗлСрМ 583-80 представлены на рис. 1.4.10. Из анализа кривых 4 9 следует, что выдержка при температурах 873 573 практически не влияет на механические свойства сплава. Прочность и пластичность сплава остаются близкими тем же характеристикам исходного материала. Однако результаты исследования металла под оптическим микроскопом показали, что при указанных обработках структура сплава изменяется. При температуре 1073 сплав представляет собой твердый раствор, а при температуре ниже 873 наблюдается старение. При температуре выше 633 оно идет еще достаточно интенсивно.

1 – сплав 180, отжиг в печи "Соло" + отжиг при 523 К, 4 ч; 2 – сплав 180, отжиг в печи "Соло"; 3 – сплав 213, отжиг в печи "Соло" + отжиг при 523 К, 4 ч, закалка; 4 – сплав 213, отжиг в печи "Соло" ( – истинное напряжение)
Рис. 1.4.9. Механические свойства сплавов ЗлСрМ, богатых серебром, прошедших различную термообработку.

1 – 523 К, 4 ч; 2 – охлаждение при температуре 473 – 623 К со скоростью 10 К в сутки; 3 – 473 К, 4 ч; 4 – исходный закаленный сплав; 5 – 873 К,4 ч; 7 – 623 К, 4 ч; 8 – 723 К, 4 ч; 9 – 573 К, 4 ч ( – истинное напряжение)
Рис. 1.4.10. Механические свойства сплава ЗлСрМ 538-80, рекристаллизованного при температуре 1073 К в течение 3 ч, отожженного при различных температурах с последующей закалкой в воде
Существенное изменение механических свойств, сплава ЗлСрМ 583-80 установлено при низкотемпературных отжигах, когда в сплаве происходит упорядочение с образованием соединения Cu3Au.. В этом случае наблюдается резкое повышение прочности и снижение пластичности. При исследовании сплава под оптическим микроскопом каких-либо изменений в структуре обнаружить не удается, так как микроструктура не отличается от структуры исходного закаленного сплава. Однако просмотр фольг под электронным микроскопом показал, что в сплаве возникло огромное число очень мелких, равномерно распределенных пластинок фазы выделения, что свидетельствует о процессе непрерывного распада. С помощью электронограммы по появлению сверхструктурных рефлексов было обнаружено одновременно возникновение в сплаве дальнего порядка.
Сопоставление результатов исследования структуры и определения механических свойств показывает, что хрупкость сплава обусловлена возникновением мелкодисперсной структуры с большими упругими искажениями решетки. Следовательно, для сплава ЗлСрМ 583-80 низкотемпературная обработка при температурах 473 563 К, при которых процесс распада в сплаве контролируется упорядочением атомов является опасной, так как приводит к хрупкости.