

Лекция 10
1. Методы расчёта и оптимальные значения важнейших параметров литья с направленной кристаллизацией слитков.
Условие равенства линейных скоростей литья и кристаллизации слитков, является важнейшим параметром и его удобно выражать произведением скорости литья на толщину (диаметр) слитка, т. е. через коэффициент скорости литья
![]() (1.3.2)
(1.3.2)
где
![]() : коэффициент
скорости литья, – см2/с;
: коэффициент
скорости литья, – см2/с;
![]() линейная скорость
литья, равная отношению высоты слитка
(
линейная скорость
литья, равная отношению высоты слитка
(![]() ,
см) ко времени литья (
,
см) ко времени литья (![]() ,
с), см/с;
,
с), см/с;
![]() толщина (диаметр)
слитка, см. Однако, данное равенство
дает возможность при расчетах скоростей
литья и толщин (диаметров) различных по
размерам слитков получать только
ориентировочные значения этих параметров,
так как оно основывается на учете толщины
(диаметра) слитка, но не принимает во
внимание влияния других его размеров
и формы на характер кристаллизации.
толщина (диаметр)
слитка, см. Однако, данное равенство
дает возможность при расчетах скоростей
литья и толщин (диаметров) различных по
размерам слитков получать только
ориентировочные значения этих параметров,
так как оно основывается на учете толщины
(диаметра) слитка, но не принимает во
внимание влияния других его размеров
и формы на характер кристаллизации.
Поэтому для более точных расчетов скоростей литья с учетом геометрических размеров слитков условие равенства литья и кристаллизации рекомендуется выражать произведением скорости литья на приведенную толщину (приведенный диаметр) кристаллизации, т.е. через приведенный коэффициент скорости литья:
![]() (1.3.3)
(1.3.3)
где
![]() приведенный
коэффициент скорости литья, см2/с;
линейная скорость
литья, см/с;
приведенная толщина
кристаллизации слитка.
приведенный
коэффициент скорости литья, см2/с;
линейная скорость
литья, см/с;
приведенная толщина
кристаллизации слитка.
Значение этих
коэффициентов приблизительно постоянно
для каждого сплава и охлаждающей
способности изложницы, ее типа или формы
слитков. Например, для литья плоских
слитков серебра в вертикальные чугунные
изложницы
равен 1,5 и в медные 2,4 см2/с, а
соответственно 0,7 и 0,95 см2/с, что
для чугунной изложницы составит
![]() см/с и
см/с и
![]() см, а для медной
см, а для медной
![]() см/с и
см/с и
![]() см.
см.
При обычном литье в вертикальные изложницы не бывает ниже 1 (чугунные изложницы) и, как правило, колеблется в пределах 1,4 7 см2/с вследствие чего изотермы кристаллизации в этом случае имеют сильно вытянутый характер, в отличие от маловыгнутых при полунепрерывном, низкоскоростных и других методах литья с направленной кристаллизацией слитков.
Рассмотрим следующие принципиальные зависимости приведенных толщин кристаллизации ( ) и приведенных коэффициентов скоростей литья ( ) от важнейших теплофизических параметров:
 (1.3.4)
(1.3.4)
![]() (1.3.5)
(1.3.5)
где
функция теплофизических
параметров;
![]() температуры расплава
и изложницы, °С;
температуры расплава
и изложницы, °С;
![]() теплопроницаемость
расплава и изложницы,
теплопроницаемость
расплава и изложницы,
![]() ;
и
объем и поверхность
кристаллизации слитка,
;
и
объем и поверхность
кристаллизации слитка,
![]() .
.
Известно, что и тем больше, чем больше теплопроницаемость расплава и изложницы и меньше температура плавления сплава и температура изложницы. В свою очередь теплопроницаемость расплава тем больше, чем больше его теплопроводность, теплоемкость и плотность.
Кроме того, направленная кристаллизация может протекать и средняя температура изложницы не повысится более чем на 150 градусов, в том случае, если толщины стенок изложницы относительно толщин (диаметров) слитков не будут превышать минимальных значений.
Охлаждающие способности медных и чугунных изложниц разнятся между собой на величину, определяемую уравнениями
![]() (1.3.6)
(1.3.6)
т. е. становятся равными между собой, когда
![]() (1.3.7)
(1.3.7)
и
 (1.3.8)
(1.3.8)
где
![]() охлаждающие
способности медной и чугунной изложниц
при данных температурах нагрева;
охлаждающие
способности медной и чугунной изложниц
при данных температурах нагрева;
![]() температуры
нагрева медной и чугунной изложниц.
температуры
нагрева медной и чугунной изложниц.
Математические выражения методов расчета приведенных толщин кристаллизации и приведенных коэффициентов скоростей литья с направленной кристаллизацией слитков.
Для практического применения рекомендуются следующие математические выражения методов расчета приведенных толщин кристаллизации и приведенных коэффициентов скоростей литья слитков от важнейших теплофизических параметров, при соблюдении которых обеспечиваются направленная кристаллизация и получение качественных слитков.
1. При литье в медные изложницы высокой охлаждающей способности:
![]() (1.3.9)
(1.3.9)
![]() (1.3.10)
(1.3.10)
2. При литье в чугунные изложницы повышенной охлаждающей способности:
![]() (1.3.11)
(1.3.11)
![]() (1.3.12)
(1.3.12)
где
![]() и
и
![]() приведенные толщины
кристаллизации слитков, при литье в
медную и чугунную изложницы, см;
приведенные толщины
кристаллизации слитков, при литье в
медную и чугунную изложницы, см;
![]() теплопроницаемость
расплава при данной температуре литья,
;
3100 температура
расплава, соответствующая минимальному
значению
,
°C;
теплопроницаемость
расплава при данной температуре литья,
;
3100 температура
расплава, соответствующая минимальному
значению
,
°C;
![]() температуры
расплава, медной и чугунной изложниц в
момент литья, °С.
температуры
расплава, медной и чугунной изложниц в
момент литья, °С.
Определяемые по данным формулам значения и являются минимальными, соответствующими режимам литья на границе неслитин.
Максимальные
значения
и
могут быть взяты в пределах в 1,085
1,2 раза большими. Выше всех этих значений
принцип направленной кристаллизации
нарушается, так как скорость литья
начинает значительно отставать, от
скорости кристаллизации, т. е.
![]() .
Оптимальные значения
и
следует брать в пределах 1,085
1,15 минимальных значений
и
.
.
Оптимальные значения
и
следует брать в пределах 1,085
1,15 минимальных значений
и
.
Математические выражения методов прямого расчета скоростей литья с направленной кристаллизацией слитков.
Скорость литья может быть взята из выражения (1.3.3), если при этом уже известны другие входящие в него параметры, т. е. и .
В тех же случаях, когда эти параметры неизвестны, скорость литья, при которой обеспечивается направленная кристаллизация слитков, рекомендуется рассчитывать по следующим формулам прямого расчета, вытекающим из преобразования формулы (1.3.3) на базе выражений (1.3.9 – 1.3.12):
 (1.3.13)
(1.3.13)
 (1.3.14)
(1.3.14)
где
![]() ;
;
![]() минимальные скорости
литья расплавов в медные и чугунные ,
изложницы, см/с;
минимальные скорости
литья расплавов в медные и чугунные ,
изложницы, см/с;
Максимальные и
оптимальные значения
![]() следует рассчитывать по тем же
коэффициентам, что и
или
.
следует рассчитывать по тем же
коэффициентам, что и
или
.
Для возможности осуществления расчетов , и по приведенным формулам ввиду отсутствия в литературе в большинстве случаев данных о теплопроницаемостях расплавов драгоценных металлов и их сплавов, а также о теплопроницаемостях других материалов, в частности медных, чугунных и стальных изложниц, в зависимости от температур их нагрева рекомендуется пользоваться номографическими зависимостями. Типовые номограммы представлены на рисунках 1.3.1 и 1.3.2.

Рис. 1.3.1. Зависимость теплопроницаемости цветных и драгоценных металлов, сплавов и других материалов от температуры нагрева.
На рисунке 1.3.2
теплопроницаемости тройных сплавов
(![]() )
могут быть с достаточной точностью для
практических расчетов определены по
формуле (1.3.15)
)
могут быть с достаточной точностью для
практических расчетов определены по
формуле (1.3.15)
![]() (1.3.15)
(1.3.15)
где
![]() теплопроницаемости
двойных сплавов,
теплопроницаемости
двойных сплавов,
Дифференциация в зависимости от формы и размеров слитков по найденным предельным значениям производится, исходя из номографических зависимостей.
Например, для
сплава Ср20М30Ц (из рисунка 2
![]() ,
,
![]() ,
,
![]() )
)
![]()
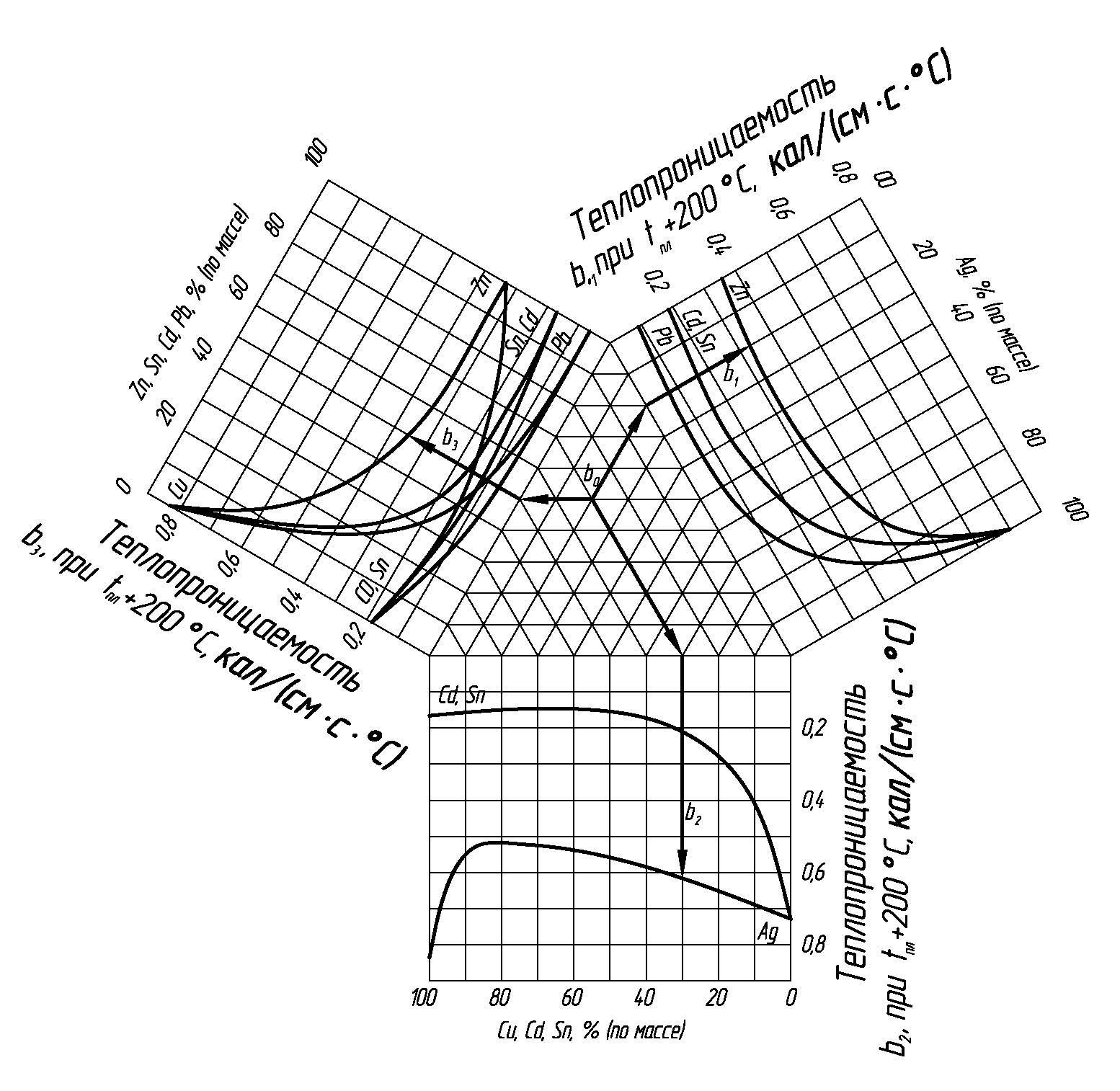
Рис. 1.3.2. Зависимость теплопроницаемости двойных и тройных сплавов серебра от содержания компонентов при температуре перегрева 200 град, сверх температуры расплавления (по Андронову В. П.)
Экспериментальная проверка подтвердила правильность рекомендуемых, методов расчета, параметров литья слитков драгоценных металлов и сплавов, результаты которых во всех проверенных случаях обеспечили хорошую сходимость с практическими результатами.
В справочной литературе представлены:
рекомендуемые минимальные толщины стенок и днищ изложниц относительно толщин или диаметров слитков, а также оптимальные размеры слитков и соотношения размеров слитков драгоценных металлов и их сплавов, отливаемых методами низкоскоростного и другого литья с направленной кристаллизацией в изложницы повышенной и высокой охлаждающей способности;
рекомендуемые температурно-скоростные режимы низко скоростного и других методов литья направленной кристаллизацией, обеспечивающие получение доброкачественных плотных слитков из основных драгоценных металлов и их сплавов.