

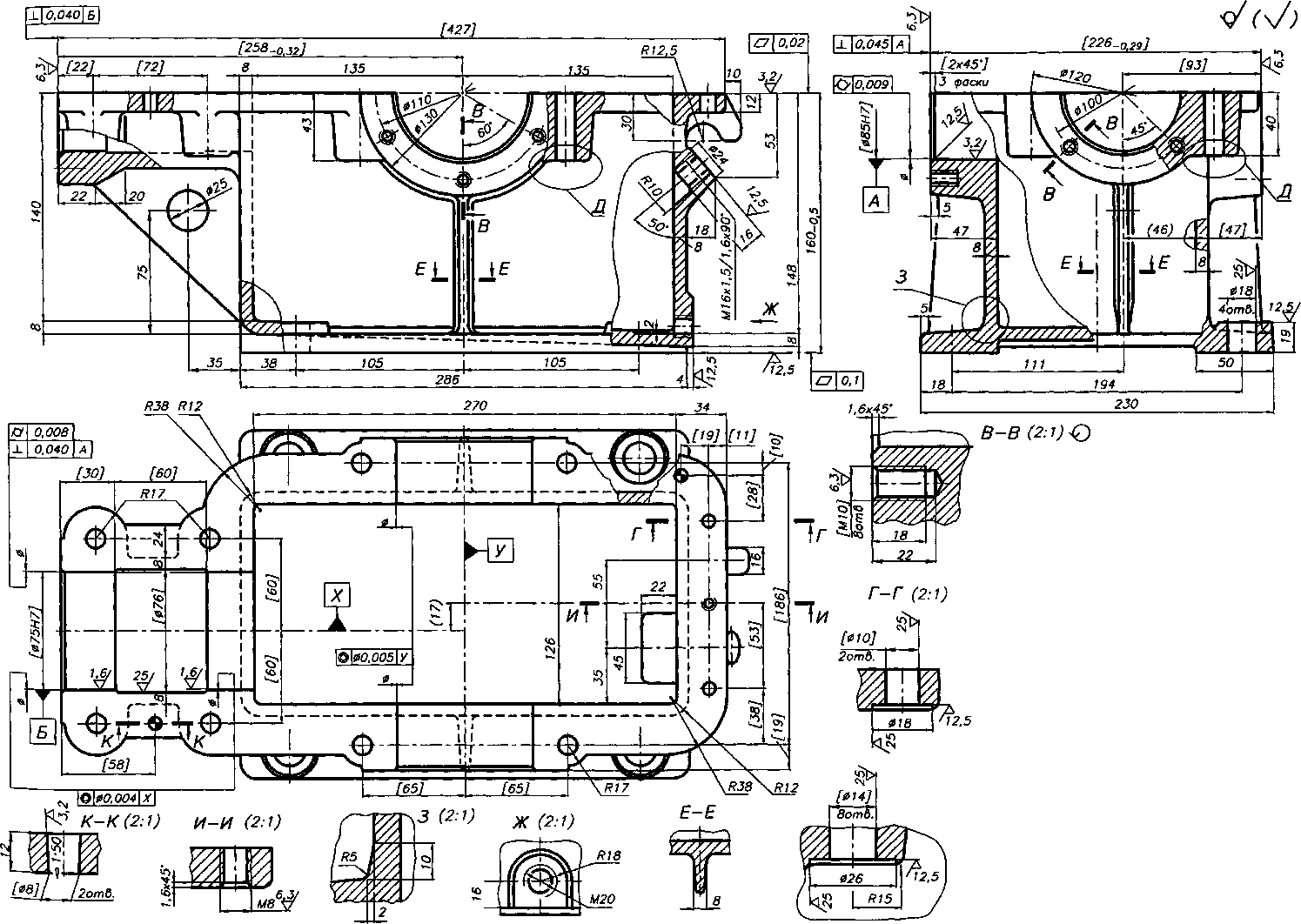
механическую
обработку—ГОСТ 26645—85 J.
2
конических отверстия 08 (см. Г—Г)
сверлить и
развертывать совместно с
крышкой
Неуказанные
предельные отклонения раз
меров:
охватываемых-h
14,
охватывающих-
Hi
4;
поверхностей^ —±0,51716, осталь
ных-±0,51714
Внутренняя
поверхность покрытия-0,18 м2
Наружная
поверхность покрытия— 0,32 м2
Л (2:1)
КП ДМ МС12а. 12.09.05
КОРПУС
редуктора
Рис. 12.9.5
СЧ
20 ГОСТ
1412-79
1. Отливку отжечь 2. Допуски размеров, масса и припуски на
Отверстия ф85н7 и ф75н7 обрабатывать совместно с крышкой после установки штифтов и соединения корпуса с крыш кой болтами
Обработку размеров, представленных в [ ], выполнить совместно с крышкой
6 Резьбовые отверстия выполнить с сраской 1x45', класс точности 6н
Обработку мест под головки болтов (га ек) выполнить до чистой поверхности
Литейные уклоны — j", литейные радиусы— j...5 мм
10 Поверхность корпуса очистить и красить маслостойкой краской.
 БНТУ
БНТУ
Кафедра ДМ и ПТН


![]()
Рис. 12.9.6
75
30
Г
JOO
360
(21)
/ После сборки крышку подберануть отжигу 2 2 конических отберстия 08 (см В—В) сверлить и развертывать совместно с корпусом (рис 12 09 07)
J Отверстия 0120Н7 обрабатывать совместно с корпусом после установки штифтов и соединения крышки с корпусом болтами
-
Обработку размеров, представленных в [ ], выполнить совместно с корпусом (рис 12 09 07)
-
Резьбовые отверстия выполнить с фоской 1x45'. класс точности 6Н
-
Неуказанные предельные отклонения раз- меров охватыоаемых-1114. охватываюших- Н14, остальных-±0,51714
-
Поверхность крышки очистить и красите маслостоикоО краской
Внутренняя поверхность покрытиа-
0,15 т2 Наружная поверхность покрытия —0,25 т2
тег
КРЫШКА редуктора
Hlmaf
М16
[2x45-] '
4 фаски

![]()
 _L
_L
0,045
12.5/ R250 V
Г
J56
|1|0.045|б|
75
рис.
12.9.7
НТУ УПИ
Кафедра ДМ и ПМ
![]()
 204
204
Е-Е (2 1)
700
ч—
296
360
7 После сборки корпус подвергнуть отжигу
-
2 конических отверстия 08 (см В—В) сверлить и развертывать совместно с крышкой (рис. 12.09.06)
-
Отверстия 0120Н7 обрабатывать сов местно с крышкой после установки штиф тов и соединения крышки с корпусом бол тами
4. Обработку размеров, представленных в [ ], выполнить совместно с крышкой (рис.
12 09 06)
5. Резьбовые отверстия выполнить с фаской 1x45', класс точности 6Н
6 Неуказанные предельные отклонения размеров охватываемых-п14; охватывающих— Н14, остальных—±0,51714
7. Поверхность крышки очистить и красить маслостойкой краской Внутренняя поверхность покрытия—
0,30 т 2 Наружная поверхность покрытия -0,35 т2
КП ДМ МС12а.12.09.07
11
Лист М Листав /
КОРПУС редуктора
178