

литейные
радиусы — (З...4)мм 4
Неуказанное предельные
отклонения
размеров:
охватываемых—h
14;
охватывающих—Н14;
остальных-
±0,5/7"
14
2фаски
Рис. 11.4.15

3. Литейные уклона—3';
Число зубьев
40
Направл лин.зуба
Коэф. смещения

Исх произв червяк
гост
I90J6-81
Степень точн
8-С
320
Межос расстоян.
192
Делит диаметр
ZA
Вид сопр.червяка
00J 002
Сопряж зуб кол.
№ рис.
Ч и ел витк.
/. Обработку размеров, представленных в [ ], и нарезание венца выполнить после его установки на ступицу (рис 11.04.16)
2. Допуски размеров, масса и припуски на механическую обработку — ГОСТ 26645-85
КП ДМ МС12а.11.04.15
7-7
ВЕНЕЦ
БрОЮФ1 ГОСТ 61J-79
БНТУ
Кафедра ДМ и ПТМ
/I Листоб!
Кондиь.
[90]
Рис. 11.4.16

охватаваемых-h
14, охватывающих—Н14,
остальных-
±0,5/7"
14
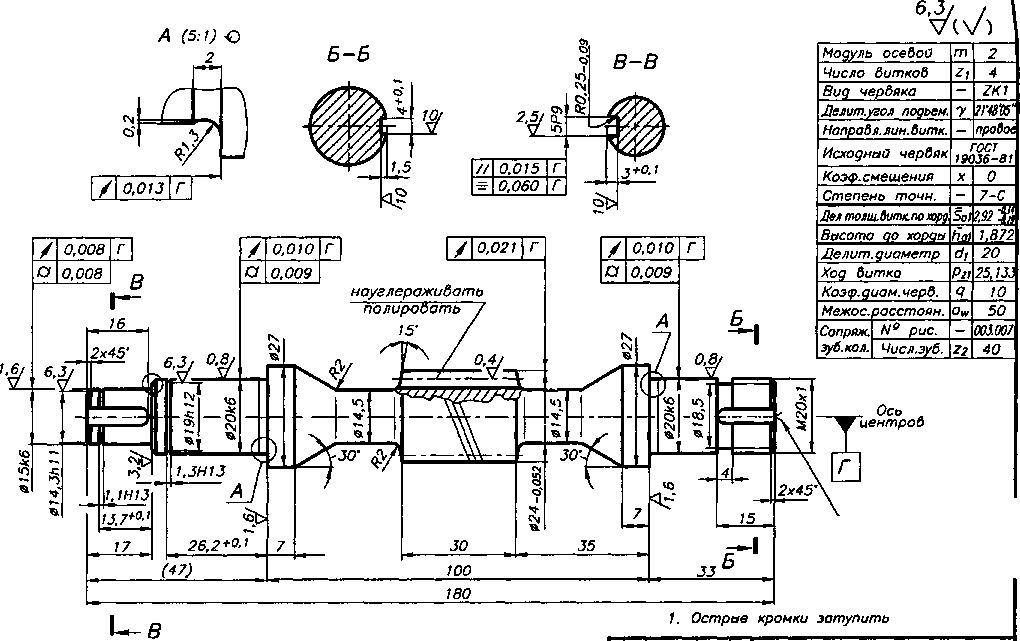
7. Обработку размеров, представленных о [ ], выполнить после установки венца (рис 11.04 15) на ступицу
Допуски размеров, массы и припуски на механическую обработку - гост 26645-85
Литейные уклоны—3'; литейные радиусы— (4 . 5) мм
4 Неуказанное предельные отклонения размеров

КП ДМ МС12а. 11.04.16
Пит Масса Uocumai
СТУПИЦА
НТУ "ХПИ"
Катедра ДМ и ПМ[
СЧ 75 ГОСТ 1412-85
-
2Отв.Центр.В2 гост 14034-74
Науглероживать на глубину 0,3... 0,4 мм с последую щей термообработкой до твердости 56...60 НКСэ -
Твердость сердцевина - 35...45 HRCo
-
Неуказанные предельные отклонения размеров: охватывающих-Н14; охватываемых—h 14;
РИС. 11.4.17 прочих- ±0.51Т14
Разраб. ВеншюНаиО
<ансуиь
КП ДМ МС12а.11.04.17
Лит масса Яасштт
2:1
ЧЕРВЯК
flucm Л Листоб 1
НТУ "ХПИ"
Кафедра ДМ и ПМ
18ХГТ rOCT454J-71
40
пробое
ГОСТ
19036-81
8-С
50
80
ZK1
00J
008

Число зубьев
Направл. лин.зуба
Коэф. смещения
Исх.произв. червяк
Степень точн.
Межос.расстоян.
Делит, диаметр
Вид сопр.червяка
№ рис.
Числ. витк.
1. Отливку выполнить центробежным литьем
2. Допуски размеров, массы и припуски на механическую обработку — ГОСТ 26645—85
-
Нарезание зубьев произвести после уста новки венца на ступице
-
Острые кромки затупить
-
Неуказанные предельные отклонения размеров: охватывающих—Н14; охватываемых-h 14; про чих—± 0,5/7" 7 4
Сопряж. зуб. кол.
КП ДМ МС12а.11.04.18
Рис. 11.4.18
Г.конто
1 контр
Шерд
(онсуль
ВЕНЕЦ чердачного колеса
Бр010Ф1 ГОСТ 613-79
2:1
Лист П Листоб 1
БНТУ
Kaqiegpo ДМ и ПТМ
156
12. КОНСТРУИРОВАНИЕ КОРПУСНЫХ ДЕТАЛЕЙ, КРЫШЕК И ДРУГИХ ЧАСТЕЙ РЕДУКТОРОВ [4, 10, 13, 16,21,35,36,42]
12.1. ОБЩИЕ СВЕДЕНИЯ
Конструкция корпусных деталей редуктора (корпус, крышка) определяется
-
расположением плоскости разъема редуктора. Наиболее распростране на конструкция корпусных деталей с разъемом по плоскости, в которой расположены оси валов;
-
расположением подшипниковых бобышек в корпусе (крышке) редуктора:
-корпусные детали с наружным расположением подшипниковых бобышек (рис. 12.1.1 а);
- корпусные детали с внутренним расположением подшипниковых бобышек (рис. 12.1.16).
Определенное влияние на конструкцию корпусных деталей имеет тип используемых крышек подшипниковых узлов (рис. 12.1.2):
- крышки подшипниковых узлов накладные (привертные);
- крышки подшипниковых узлов закладные (врезные). Накладные крышки используются во всех видах редукторов. Закладные крышки используются в цилиндрических, реже в конических
и червячных редукторах, что связано с необходимостью регулировки зацепления в таких редукторах.
2. ЗАДАННЫЕ ПАРАМЕТРЫ:
Межоседое расстояние или aw, мм,
длина образующей конуса на наружном диаметре Re , мм.
Диаметры
- начальных окружностей d#i, dwi ( del , de2 ), мм,
— бершин зубьев daj, da2 (daej,dae2}, мм.
Ширина зубчатых колес 6/, Ь2 (Ь) , мм.
Наружные диаметра подшипников (после бабора подшипникоб) D, мм.
Внутренние размера корпуса (из компановки редуктора) lqh , В$н, мм.
3. ВЫБИРАЮТСЯ:
J. 1. Форма корпуса редуктора (рис. 12.1. Та или 12.1.16). J.2. Основные размеры редуктора, мм:
-
Толщина стенки корпуса редуктора 6 (б ^8 мм) (5.1 п.3.1).
-
Толщина стенки крышки 6кр =(0,8...0,9)6 (6^ ^ 7 мм ). 3.3. Рекомендуемые диаметры болтов, соединяющих:
3.3.1. редуктор с рамой (фундаментных) d^ — 2,06
(рис. 12.6.1а...г, рис. 12.6.2а...г);
3.3.2. корпус с крышкой у бобышек подшипников d2 = l,56
(рис. 12.6.1е,ж, рис. 12.6 За...г);
3.3.3. корпус с крышкой по периметру соединения dj = l,06
(рис. 12.6.1з,и, рис. 12.6.3д...з);
-
крышку редуктора со смотровой крышкой d4 (табл. 13.1.2);
-
крышку подшипникового узла с корпусом d$ (табл. 12.1. 1).
3.4. Число болтов
3.4.1. диаметром
d, z, =(LHap+BHap)/(200. .300);
(число целое, четное);
12.5).
где LHap, В нар- размеры лап редуктора, мм (12.3, 12.4,
-
диаметром d2 z2 - два болта на каждый подшипник;
-
диаметром dj z2 — Забирается так, чтобы расстояние L между болтами L = (12 ..I5)dj;
-
диаметром с/4 Z4 (табл. 13. 1.2);
-
диаметром ds z5 (табл. 12. 1 . 1).
-
Размера болтовых соединений и мест расположения болтов (12.7).
-
Ширина (рланцев редуктора:
(рис. 12.6.1 а),
(рис. 12.6.1 е),
(рис. 12.6.1з).
(табл. 12.2.2).
-
(рундаментного Si
-
корпуса и крашки (у подшиников) S2= <5+х+к2
-
корпуса и крашки (по периметру) Sj = 6+х+к3 Зависимость k = f(d} (табл. 12.7.3), х
Толщина (рланцев редуктора
3.7.
3.7. 1. (рундаментного
<5<рД1=2,Зб (рис. 12.6.1 а,в);
-
корпуса (соединение с крышкой) 69Л2=1,5б (рис. 12.6. 1 з);
-
крышки (соединение с корпусом) <5<рЛз = /,35 6 (рис. 12.6.1з).
-
Размера крышек подшипника (рис. 12.1.2, табл. 12.1.1).
-
Размеры конических штифтов (2 шт.) (рис. 12.6.1 к,л).
(см. след стр.)
Крашки подшипниковых узлоб: закладные накладные закладные накладные
Вариант
а )
—^TtTRV-^ б)
)
—^TtTRV-^ б)
|
! |
|
" |
1 |
Крышка ^^ \ ч А Б t" ~\ |
|
*— |
Q |
|||
|
* |
|
|
|
|
|
г |
v Подшипниковые J |
|||
|
бобышки наружные внутренние |
Рис. 12.1.1. Поперечные сечения по подшипниковым узлам цилиндрического редуктора, выполненного с расположением подшипниковых бобышек: а) наружным; б) внутренним
157
J. 10. Высота осей редуктора h, мм (табл. 12.8.3).
3.1 7. Размера литых переходов X, Y и г, мм (табл. 12.2.2, рис. 12.2.2).
J. 12. Литейные уклоны — 3', литейные радиусы R J...5 мм (12.2 п. 1.3).
3.13. Оснащение редуктора (13.1).
Материал корпусных деталей - СЧ15 ГОСТ 1412-85 Иногда используют алюминиевые литые сплавы типа АЛ 11 ГОСТ 1583—93 (aw^160 мм).
a)
 4.
КРЫШКИ ПОДШИПНИКОВЫХ УЗЛОВ
А
НАКЛАДНЫЕ ЗАКЛАДНЫЕ
4.
КРЫШКИ ПОДШИПНИКОВЫХ УЗЛОВ
А
НАКЛАДНЫЕ ЗАКЛАДНЫЕ
Размера отверстий крышках для входа (выхода) валов с установкой уплотнений (9. 1.1)
Di,D2, С/5, 62, h, (табл. 12. 1.1)
Рис. 12.1.2. Крышки подшипниковых узлов: а) накладные, б) врезные
(Проектирование крышек 12.10)

![]()
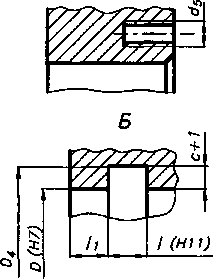
62. I, /,. с (табл 12. 1.1)
Табл. 12.1.1. Основные размеры
крышек подшипников, мм
|
Крышки накладные |
D |
болт |
Z5 ЧИСЛО болтов |
А, |
* |
|
От 40 до 62 От 62 до 95 От 95 до 145 |
Мб М8 М10 |
4 4 6 |
6 8 10 |
5 6 7 |
|
|
4 |
От 145 до 220 |
М12 |
6 |
12 |
8 |
|
£>2=1>1+ 2,0 ds |
|
||||
|
|
J У = 6...8 (Z?^100) |
||||
|
Крышки |
I / = 8... 10 (I» 100) |
|
|||
|
закладные |
с =0,57 |
|
|||
|
|
D4=1,25£)+10MM |
|
|||
12.2. РЕКОМЕНДАЦИИ К КОНСТРУИРОВАНИЮ ЛИТЫХ ДЕТАЛЕЙ [13,24,36]