

-
А-А
520
Пятно контакта по длине зуба -60%±10%. по высоте зуба-70%±10% обеспечить подбором толщина прокла док поз 24, а также бинтом поз 15 и резьбовой втулкой поз 16 Редуктор обкатать по 10 15 мин на всех режимах нагрузки
- J
1 7
НТУ "ХПИ"
Кафедра дм ц пм
 Корпус
редуктора выполнен с наружным
расположением подшипниковых бобышек.
Корпус
редуктора выполнен с наружным
расположением подшипниковых бобышек.
-
Подшипники установлены "в распор".
-
Крышки подшипников выполнены накладными
-
Регулировка подшипников осуществляется изменением толщины прокладок поз. 25 (вал 1); винтом поз.15 и резьбовой втулкой поз 16 (вал 2).
-
Регулировка зацепления осуществляется изменением толщины прокладок поз. 24 (вал 1); винтом поз.15 и резьбовой втулкой поз.16 (вал 2).
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены.
Рис. 13.5.26
Поверхности соединения "корпус-крышка"
перед сборкой покрыть уплотнитель—
ной пастой типа Герметик
После сборки вала редуктора должна
проворачиваться свободно, без стуков
и заедания
Осевой люфт в подшипниках
—входного вала-0,05 0,06 мм,
—выходного вала—0,06 0,07 мм
обеспечить за счет подбора толщина
прокладок поз 25 и винтом поз 15
КП ДМ МС12а. 13.05.02.СБ
РЕДУКТОР
конический одноступенчатый
212
v \
Уровень
- масла

Р,
= 4,0 кВт п2
=
92,6 мин
Техническая характеристика
z, = 18
и = 3,89 z2 = 70
Т2 = 400 Н-м пгце = 3,5мм
-
Обьем масляной данны—4,5 л
-
Допускаемая радиальная нагрузка консольных участкоо балов. входного-5000 Н; выходного-7200 Н
3 Плечо приложения консольной нагрузки-половина длины посадочного места
213
А-А
660
Пятно
контакта по длине зуба -60%±10%,
по высоте
зуба-70%±10%
обеспечить
подбором толщина прокладок
поз 19 и перестановкой прокладок
поз 20
Редуктор обкатать
по 10 15 мин на всех режимах нагрузки
faaai
ДгяииП
ЬНТУ
Kofegpo
ДМ
и ПТМ
 20
20
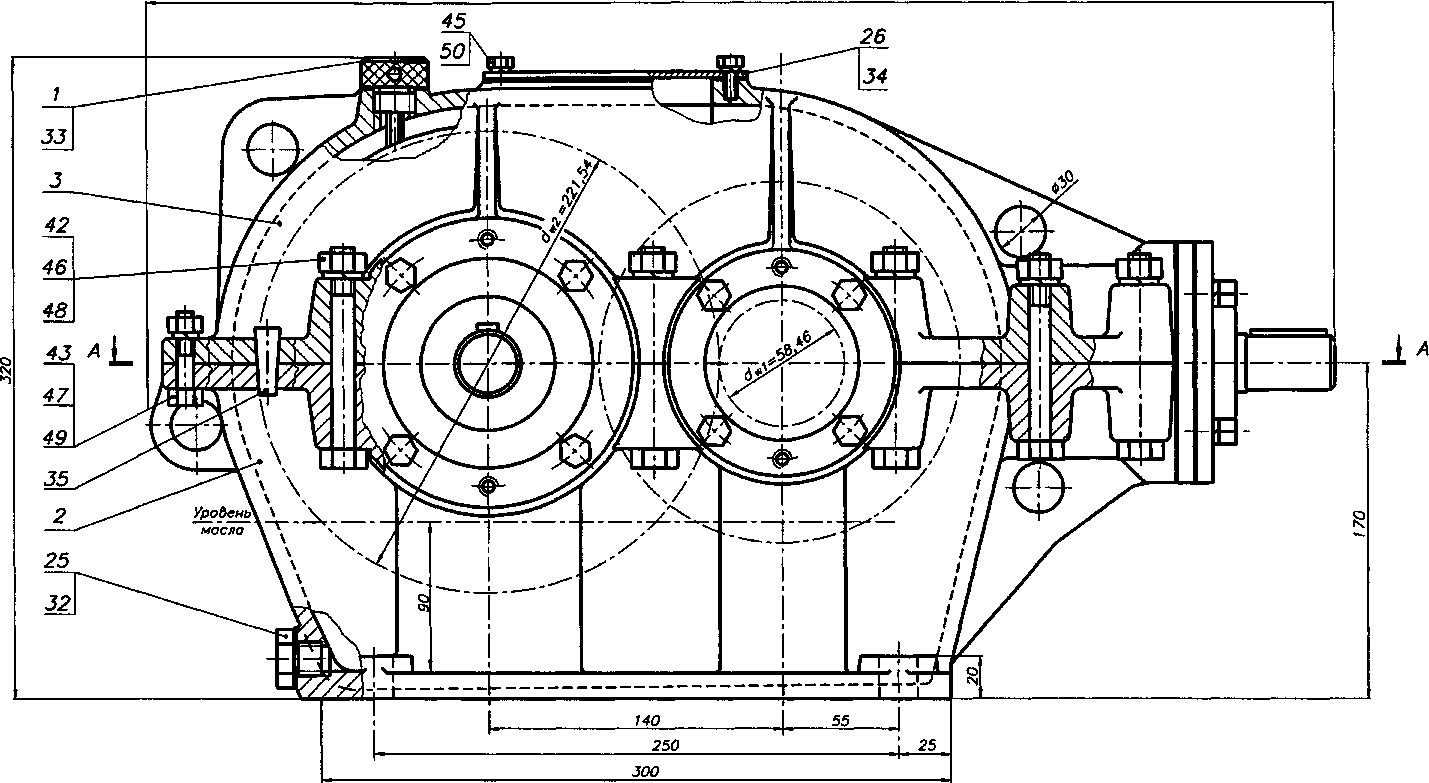
1. Корпус редуктора выполнен с внутренним расположением подшипниковых бобышек
2 Подшипники установлены "в распор". с
3. Крышки подшипников выполнены накладными.
-
Регулировка подшипников осуществляется изменением толщины прокладок поз. 18 (вал 1) и поз. 20 (вал 2).
-
Регулировка зацепления осуществляется изменением толщины прокладок поз. 19 (вал 1) и перестановкой прокладок поз. 20 (вал 2).
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены.
Рис. 13.5.36
Поверхности соединения "корпус-крышка" перед сборкой покрыть уплотнитель-нов пастой типа Герметик После сборки бала редуктора должна проворачиваться свободно, без стукоб и заедания Осебой люфт в подшипниках —входного бала—0.05- 0.06 мм, -выходного бала—0,06 0,07 мм обеспечить за счет подбора толщина прокладок поз 18, 20
КП ДМ МС12а 13.05.03.Cb
1 1
РЕДУКТОР
конический одноступенчатой
214
75
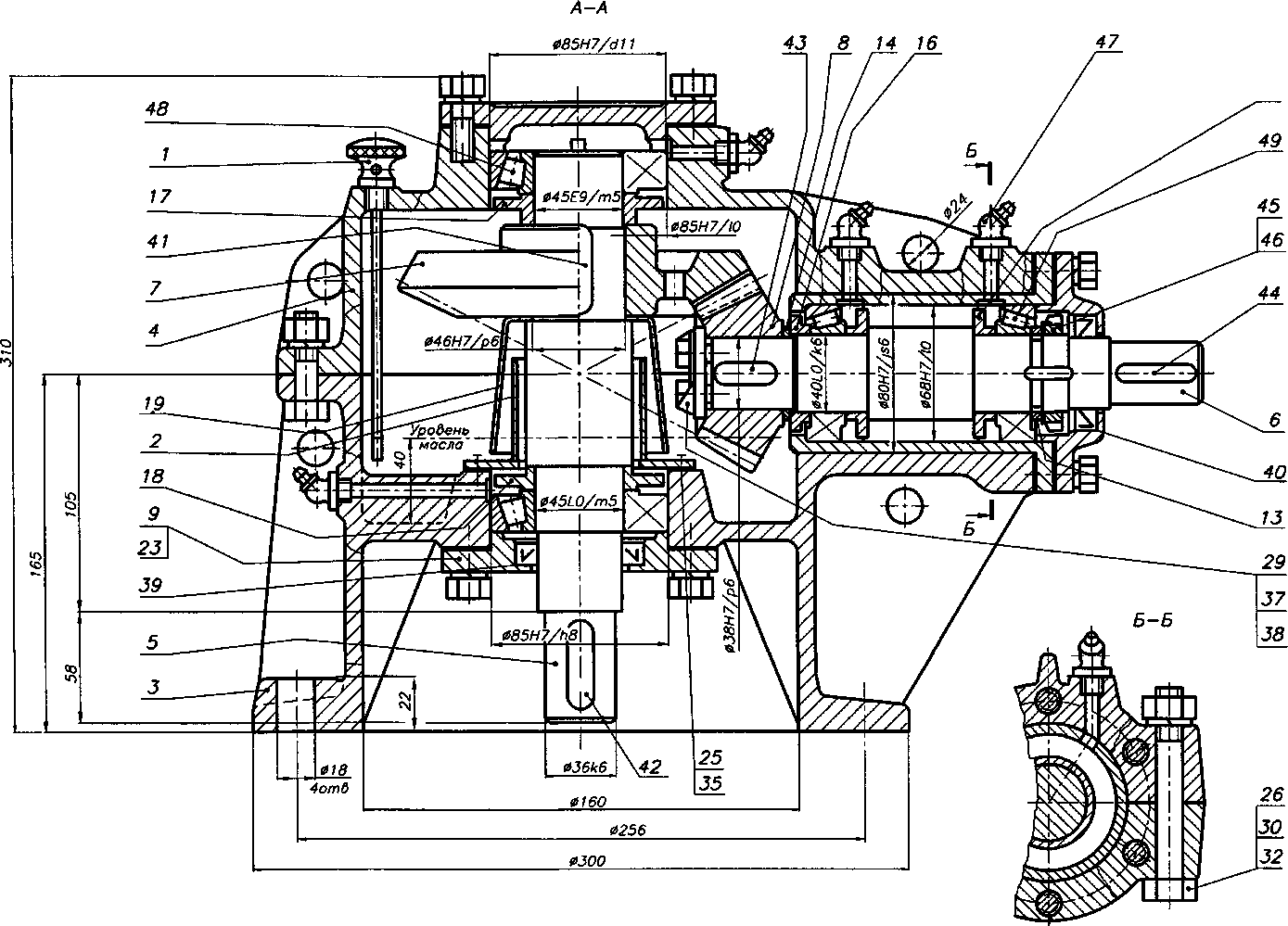
Рис. 13.5 4а
Техническая
характеристика
Р,
= 7,0 кВт
2=
321 мин-' г'~
*,
22= 41
mte=
4,0
п?
= 321 мин ~'
=
200 Нм
=
г 05
Обьем
масляной
Ванна-1,0 л Допускаемая
радиальная нагрузка консольных
участков Валов Входного-5000
Н, Ваходного-7200 Н Плечо
приложения консольной нагрузки -половина
длина посадочного места

1 1
«ТУ
УПИ
и пм
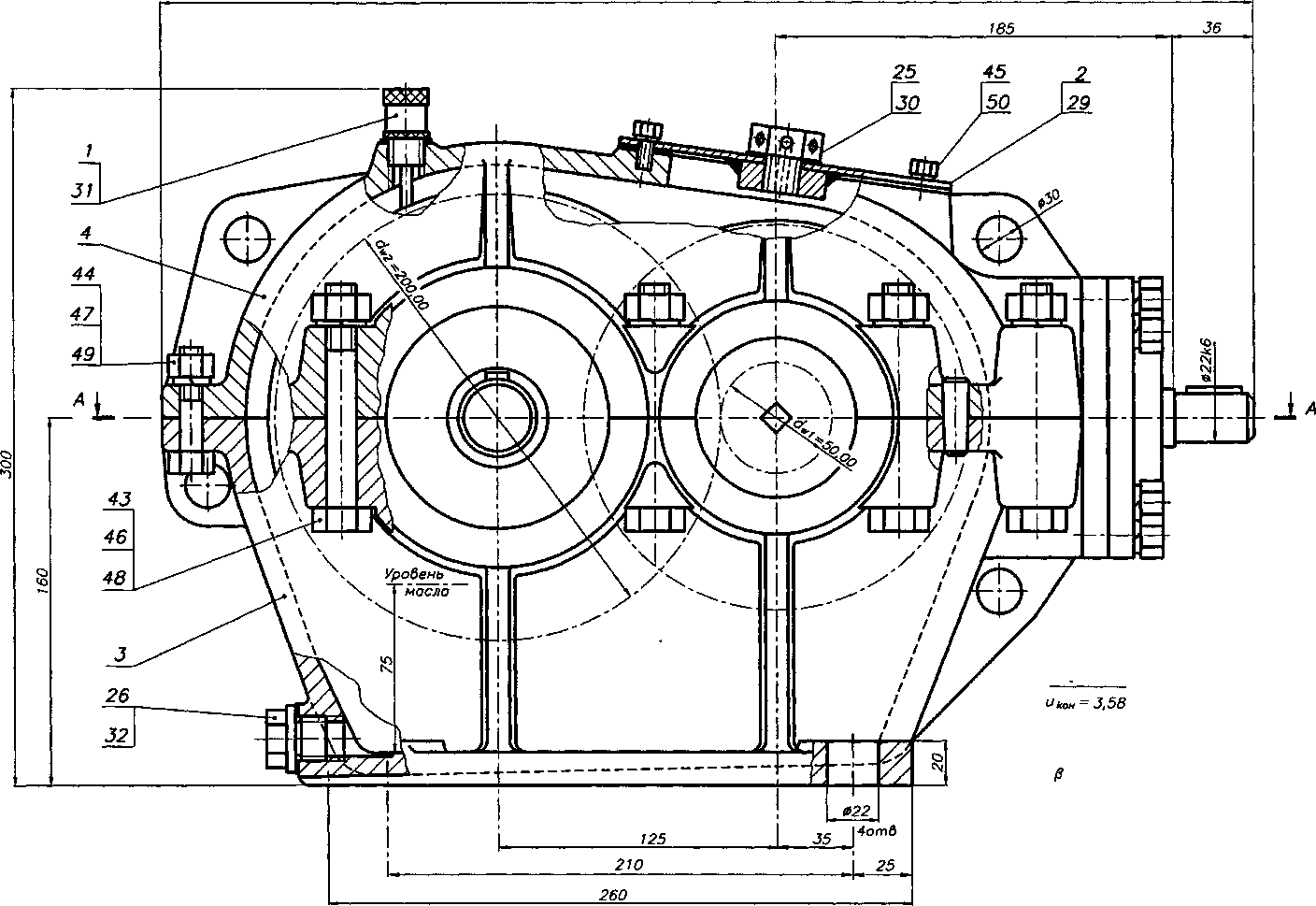
Пятно контакта по длине зуба -60%±10%. по высоте зуба-70%±10% обеспечить подбором толщины прокладок поз 22 и перестановкой прокладок поз 23
Редуктор обкатать по 10 15 мин на всех режимах нагрузки
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек
-
Подшипники установлены "в распор" (вал между подшипниками сжат)
-
Крышки подшипников выполнены накладными
-
Регулировка подшипников осуществляется изменением толщины прокладок поз 21 (вал 1) и поз 23 (вал 2)
-
Регулировка зацепления осуществляется изменением толщины прокладок поз 22 (вал 1) и перестановкой прокладок поз 23 (вал 2)
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.5.46
-
Поверхности соединения "корпус-крышка" перед сборкой покрыть уплотнитель — ной пастой типа Герметик
-
После сборки Вала редуктора должна проворачиваться свободно, без стуков и заедания
-
Осевой люфт В подшипниках —Входного Вала—0,05 0,06 мм, -Выходного Вала-0,06 0,07 мм обеспечить за счет подбора толщины прокладок поз 21, 23
КП ДМ МС12а 13 05 04 СБ
РЕДУКТОР
конический одноступенчатый
216
13.6. РЕДУКТОРЫ КОНИЧЕСКО-ЦИЛИНДРИЧЕСКИЕ
 Рис.
13б.1а
Рис.
13б.1а
1080
Техническая характеристика
Р, = 15,0 kBm
П tax = 56,0 MUH-'
и0 = 9.65 Т в™ = 2380 Н м
икон= 2,96 uWJI = 3,26
z, =23 z/ = 19
z2 =68 z2 = 62
rr>te =5,0 мм т п — 6,0 мм
/3=0' /3 = 13-35'24"
-
Объем масляной ванна-13 л
-
Допускаемая радиальная нагрузка консольнах участков валов входного-10300 Н. ваходного-13500 Н
-
Плечо приложения консольной нагрузки - половина длина посадочного места
217
-
070т 6
А-А
 Пятно
контакта по длине зуба кони
ческой
передачи-60%±10%, по басоте
зуба—70%
±10% обеспечить подбором
толщина
прокладок поз. 22 и пере
становкой
прокладок поз. 23
Пятно
контакта по длине зуба кони
ческой
передачи-60%±10%, по басоте
зуба—70%
±10% обеспечить подбором
толщина
прокладок поз. 22 и пере
становкой
прокладок поз. 23
-
Редуктор обкатать по 10... 15 мин на бсех режимах нагрузки
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек.
-
Опора входного вала со стороны конической шестерни выполнена с использованием роликового радиального подшипника. Другая опора этого вала выполнена с использованием двух роликовых конических однорядных подшипников, установлен ных "в распор". Подшипники промежуточного и выходного валов также установлены "в распор".
-
Крышки подшипников выполнены накладными.
-
Регулировка подшипников осуществляется изменением толщины прокладок поз. 21,23,24.
-
Регулировка зацепления осуществляется изменением толщины прокладок поз.22, а также перестановкой прокладок поз. 23.
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.6.16
-
Поберхности соединения "корпус-крышка" перед сборкой покрыть уплотнитель— ной пастой типа Герметик
-
После сборки бала редуктора должна проворачиваться сбободно, без стуков и заедания
J. Осебой лю<рт б подшипниках: -входного бала—0,04...0,05 мм, —промежуточного бала—0,08...0,09 мм, -выходного бала-0,12... 0,13 мм обеспечить за счет подбора толщина прокладок поз. 21, 23, 24
КП ДМ МС 12а.13.06.01.СБ
РЕДУКТОР
коническо-цилиндрическиО
ЬНТУ
Kofegpa ДН и ПТЬ
218
Техническая
характеристика
Р,
= 4,0 kBm
икон
= 2,8
z,
=25
Z2
=70
m
te
=2,5
мм
в = О'
=
10.61 х = 407 Н м
 555
555
>JWJ,= 3,79 z, = 19 Z2 = 72 т п - 3,0 мм /3 = 15'21'32'
1. Объем масляной Ванн а-2,8 л 2 Допускаемая радиальная нагрузка
консольных участкоб балоб.
входного-4000 Н, выходного-6200 Н J Плечо приложения консольной нагрузки—
половина длина посадочного места
Рис. 13.6.2а
л-
219
А-А
44
1 1
НТУ "ХПИ"
Коуодра ДМ и ПН

в>90Н7/п6
-
Пятно контакта по длине зуба кони ческой передачи—60% ±10%, по высоте зуба-70% ±10% обеспечить подбором толщина прокладок поз 28 и переста новкой прокладок поз 29
-
Редуктор обкатать по 10 15 мин на всех режимах нагрузки
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек.
-
Подшипники входного и промежуточного валов - шариковые радиально упорные, установлены "в распор". Подшипники выходного вала - шариковые радиальные, установлены во втулках
-
Крышки подшипников выполнены накладными.
-
Регулировка подшипников входного и промежуточного валов осуществляется изменением толщины прокладок поз 26,28
5 Регулировка зацепления осуществляется изменением толщины прокладок поз. 27 и перестановкой прокладок поз 28 6. Подшипниковые узлы валов выполнены с мазеудерживающими кольцами поз. 20-24.
7 Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.6.26
/ Поверхности соединения корпус-крышка перед сборкой пократь уплотнитель— ной пастой типа Герметик
-
После сборки вала редуктора должна проворачиваться свободно, без стуков и заедания
-
Осевой люфт в подшипниках -входного вала-0,04 0,05 мм, -промежуточного вала-0,04 0,05 мм обеспечить за счет подбора толщи на прокладок поз 27, 29
КП ДМ MC12a.1306.02.CB
РЕДУКТОР
т
коническо-цилиндрический
220
Техническая
характеристика
Р,=
5,5 kBm
пвах
= 67,03 мин'1
и
=14,32 Тбах
= 730 Нм
ииил
= 4,0 г,
= 16 z2
=64
mn
=
3,0 мм
в
= 16'15'37'
г,
= 19 г
2
=68 mte
=2,5
мм =
0'
Объем масляной
ванна—1,9 л
Допускаемая
радиальная нагрузка
консольных
участкоб балоо
бходного-4000
Н, выходного-6200 И
J
Плечо
приложения консольной нагрузки-полоВина
длина посадочного места
 95
95
Рис. 13.6.3а
221
А-А
-
44
БИТУ
Kafegpo ДМ и ПТН
 Пятно
контакта по длине зуба кони
ческой
передачи-60%±10%, по высоте
зуба—70%
±10% обеспечить подбором
толщина
прокладок поз 28 и винтами
поз
24
Пятно
контакта по длине зуба кони
ческой
передачи-60%±10%, по высоте
зуба—70%
±10% обеспечить подбором
толщина
прокладок поз 28 и винтами
поз
24
-
Редуктор обкатать по 10 15 мин на всех режимах нагрузки
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек.
-
Коническая шестерня установлена между подшипниковыми узлами. Опора с входной стороны вала выполнена с исполь зованием двух шариковых радиально-упорных однорядных подшипников, установленных по схеме "в растяжку". Внутренняя опора вала выполнена с использованием шарикового радиального однорядного подшипника.
-
Крышки подшипников выполнены врезными.
4. Регулировка подшипников осуществляется изменением толщины прокладок поз. 27 (вал 1), винтами поз 24 (валы 2, 3) 5 Регулировка зацепления осуществляется изменением толщины прокладок поз 28, а также винтами поз 24 (вал 2).
6. Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.6.36
-
Поверхности соединения "корпус-крошка" перед сборкой покрыть уплотнитель — ной пастой типа Герметик
-
После сборки бала редуктора должна проворачиваться свободно, без стуков и заедания
J Осевой люфт в подшипниках -входного вала-0,03 0,04 мм, -промежуточного вала—0,04 0,05 мм, -ваходного вала-0,05 0,06 мм обеспечить за счет подбора толщина прокладок поз 27 и винтами поз 24
КП ММ МС12а. 13.06.03.СБ
J 1
РЕДУКТОР
коническо-цилиндрический
222
Техническая
характеристика
*1
= 3,89 zi
=
18
2
2
= 70
тп
= 3,5 мм
/3
= 15'44'26
 Рис.
13.6.4а
Рис.
13.6.4а
pi= 5,5 kBm
uo = 24,4
йах=29,5 мин-'
i«, = 1600 Нм
z/ =25
г 2 =50
ГПпе =3,0 мм
в =35'
J,2= 3,14
z1 =21
Z2 = 66
тп = 5,0 мм в =13'50'1Г
7 Объем масляной бонны—3,9 л
-
Допускаемая радиальная нагрузка консольных участкоб балоб бходного-7300 Н, Выходного-12500 Н
-
Плечо приложения консольной нагрузки- полобина длины посадочного места
А-А
12 46
48 17 21
15
 58
58
Г~
0130Н7/п8 \68
41 2