

29
J
Редуктор
обкатать по 10 15 мин на всех режимах
нагрузки
Поверхности соединения "корпус-крышка" перед сборкой покрыть уплотнитель — ной пастой типа Герметик
После сборки вала редуктора должна проворачиваться свободно, без стуков и заедания
 Техническая
характеристика
Техническая
характеристика
Pj = 4,0 kBm Z, = 19 т п = 4,0 мм
пг= 122,0 мин-1 Z2 = 59 /3 = 12'50'19
и = 3,11
/ Объем масляной ванна—1,9 л 2 Допускаемая радиальная нагрузка консольных участков болов входного-4300 Н, выходного-7800 Н J Плечо приложения консольной нагрузки— половина длина посадочного места
Т2 = 305 Н м
0J2/6
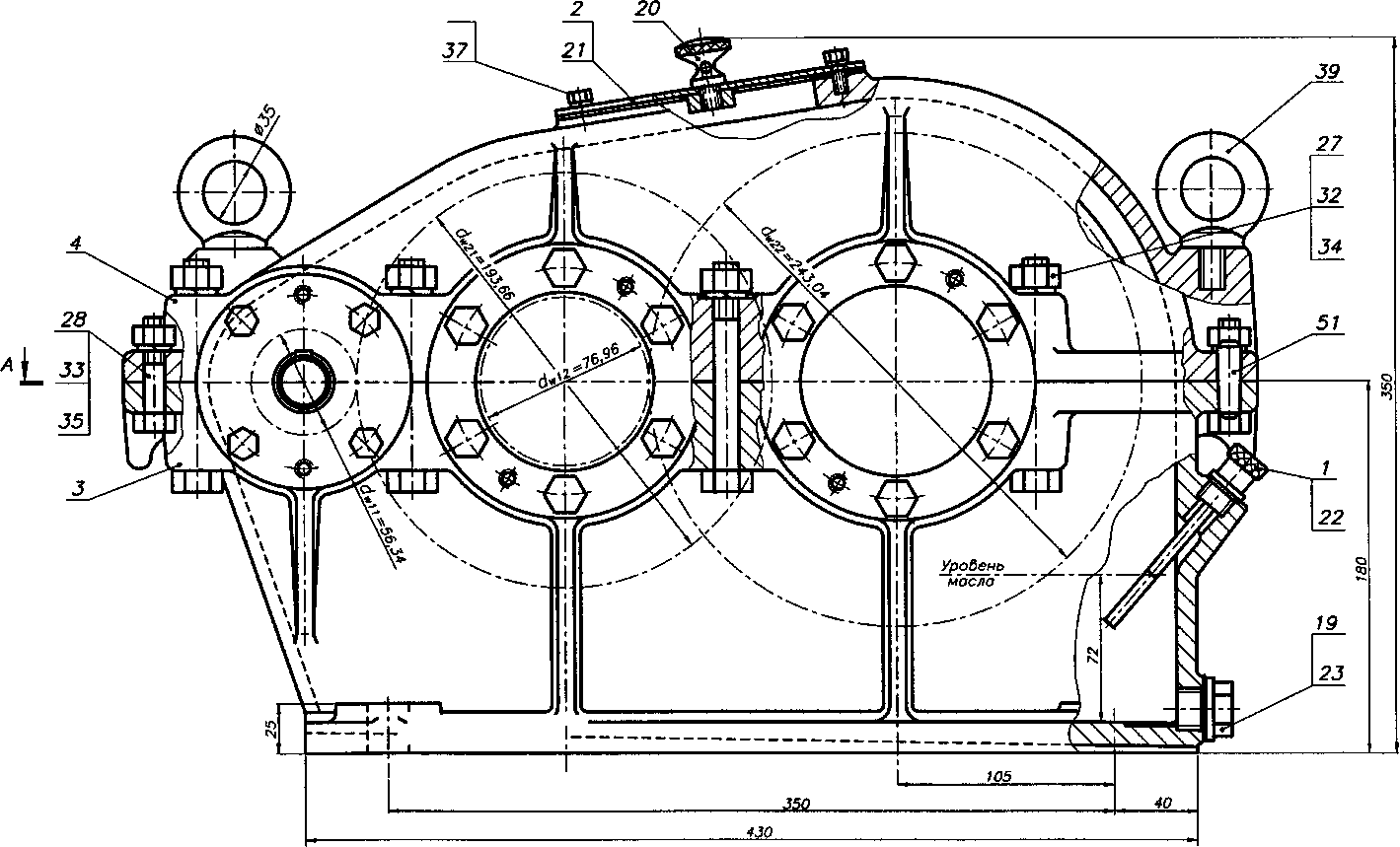
Рис. 13.2.56
-
Корпус редуктора выполнен с наружным располо жением подшипниковых бобышек
-
Подшипники Б выполнены фиксированными в осе вом направлении, подшипники В - плавающими
-
Крышки подшипников выполнены накладными
-
Вид редуктора сбоку - рис 13 2 1а с небольшими изменениями
-
Другие виды, разрезы, сечения редуктора, определяющие распо ложение элементов его оснащения, условно не представлены
ЫПхя Гадина*
КП ДМ МС12о 13 02.05 СБ
РЕДУКТОР
1 1
цилиндрический одноступенчатый
Лист II Jtorf Г
БНТУ
Kofegpo ДМ и ПТМ
192
365

J
Рис. 13.2.6а
193
032j6
_,
А-А
Рис. 13 2 66
НТУ "ХПИ*
Кафедра
ДМ и
Г»
 Техническая
характеристика
Техническая
характеристика
m
n =
3,0
мм
/?
= Ю'15'47"
Z2 = 57 и = 2,28
7 Объем масляной 6анна~1,9 л
-
Допускаемая радиальная нагрузка консольных участкоб болов бходного-4400 Н, выходного-7000 Н
-
Плечо приложения консольной нагрузки— поло&ина длина посадочного места
7 12 8
П2 = 438,6 мин-1 Т2 = ТОО Нм
-
Корпус редуктора выполнен с внутренним распо ложением подшипниковых бобышек
-
Подшипники установлены "в распор" (вал между подшипниками сжат)
-
Крышки подшипников выполнены врезными
-
Регулировка подшипников осуществляется винтами поз 20
-
Вид редуктора сбоку - рис 13 2 1а с небольшими изменениями
-
Другие виды, разрезы, сечения редуктора, определяющие распо ложение элементов его оснащения, условно не представлены
Поверхности соединения "корпус-крышка" перед сборкой покрыть уплотнитель-ной пастой типа Герметик После сборки оала редуктора должна проворачиваться свободно, без стукоб и заедания
Осебой люфт 6 подшипниках —входного бала—0.06 0,07 мм, -выходного бала-0,07 0,08 мм обеспечить бинтами поз 20 Редуктор обкатать по 10 15 мин на всех режимах нагрузки
КП ДМ МС12а 1J 02 06.СБ
РЕДУКТОР
1 1
цилиндрический одноступенчатой
13 э
379
194
574

Рис. 13.2.7а
195
022k6
А-А
Рис. 13.2.76
БИТУ
Kategpo
ДМ
и ПТ1
 Техническая
характеристика
Техническая
характеристика
pi = 3,0 kBm z, = 18 т п- 2,5 мм
Z2 = 70 и = 3,89
пг= 257 Т2 = W7
мин Н-м
-
Объем масляной ванна-1,0 л
-
Допускаемая радиальная нагрузка консольных участкод валов: Входного-1000 Н; баходного-2600 Н
-
Плечо приложения консольной нагрузки - половина длина посадочного места
/3 = W'50'39"
-
Корпус и крышка выполнены одинаковыми, при способленными для комплектования как цилинд рического, так и конического одноступенчатого редуктора.
-
Подшипники установлены "в распор" (вал между
подшипниками сжат).
-
Крышки подшипников выполнены врезными.
-
Регулировка подшипников осуществляется винтами поз. 9.
-
Другие виды, разрезы, сечения редуктора, определяющие распо ложение элементов его оснащения, условно не представлены.
-
Поверхности соединения "корпус-кратка ' перед сборкой пократь уплотнитель — ной пастой типа Герметик
-
После сборки вала редуктора должна проворачиваться свободно, без стуков и заедания
-
Осевой люфт в подшипниках: -входного вала-0,04. .0,05 мм, -виходного вала—0.05. .0,06 мм обеспечить винтами поз. 9
4 Редуктор обкатать по 10... 15 мин на всех режимах нагрузки
КП ДМ МС12а. 13.02.07.Cb
РЕДУКТОР
1 1
цилиндрический одноступенчатой



\
П
961

438

Техническая характеристика
pi =0,75 кВт 2,1=20
пг= 133,6 мин-' Z2 _ 140
Т2 = 50,3 Н м /пп = 2,0 мм
/? =0-
-
Обьем масляной ванна - 1,2 л
-
Допускаемая радиальная нагрузка консольных участков валов входного-4100 Н, выходного-10000 Н
-
Плечо приложения консольной нагрузки - половина длина посадочного места
-
Поверхности соединения "корпус-крашка" перед сборкой покрыть уплотнитель — ной пастой типа Герметик
-
После сборки вала редуктора должна проворачиваться свободно, без стуков и заедания
-
Редуктор обкатать по 10 15 мин на всех режимах нагрузки
КП ДМ МС12о 1J 02 08 СБ
Рис. 13.2.86
РЕДУКТОР
цилиндрический внутреннего зацепления
1 /
Пнет 1\
МТУ "ХПИ
Коуедро ДМ и ПМ
198
13.3. РЕДУКТОРЫ ЦИЛИНДРИЧЕСКИЕ ДВУХСТУПЕНЧАТЫЕ
=
4,0 мм
=
12'50'19'
 Техническая
характеристика
Техническая
характеристика
Р, = 5,0 kBm пбих = 82,2 мин-1
и о = /7,69 T6ax = 550 Н м и
иил2 = 3.10 = 19
= 59
' п
uuj,i = 3,76 z, = 17 Z2 = 64 mn = 3, О мм ft = 13'35'26'
Рис. U.3.1a
-
Объем масляной Ванна—4,0 л
-
Допускаемая радиальная нагрузка консольных участкоо валоб бходного-3300 Н, Выходного-12200 Н
J Плечо приложения консольной нагрузки-полобина длина посадочного места
199
045k6
А-А
49
БНТУ
Kofegpa
ДМ
и П7Н
 Рис.
13.3.16
Рис.
13.3.16
-
Редуктор выполнен по развернутой схеме с наружным расположением подшипниковых бобышек.
-
Крышки подшипниковых узлов выполнены накладными.
-
Подшипники - шариковые радиальные однорядные.
-
Опора, ближняя к выходному (входному) участку вала, выполнена фиксирующей. Противоположная опора вала выполнена плавающей.
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены.
-
Поберхности соединения "корпус-крошка" перед сборкой покрыть уплотнитель — ной постой типа Герметик
-
После сборки бола редуктора должна проворачиваться свободно, без стуков и заедания
-
Редуктор обкатать по 10 15 мин но всех режимах нагрузки
КП ДМ МС12а.13.03.01.СБ
РЕДУКТОР
1 1
" **»*<
цилиндрический двухступенчатый
200
j;
j
-f
V *
I
>. Техническая
характеристика
Техническая
характеристика
pi = 7,0 /fSm n0ax= 88,4 мин~1
Uo = 10,86 to™ = 700 H м
"««*?= 3,16
z j = 16 z i = 19
Z2 =55 z2 = 60
mn = 3,0 mm mn = 4,0 mm
/? = ЗГ34Ч2" p = 9'04'07'
Рис. 13.3.2а
-
Объем масляной бонна—4,0 л
-
Допускаемая радиальная нагрузка консольных участкоб балов сходного-4000 Н. доходного-13200 Н
-
Плечо приложения консольной нагрузки - полобина длина посадочного места
1 Корпус редуктора выполнен с наружным расположением подшипниковых бобышек.
-
Первая ступень редуктора выполнена раздвоенной.
-
Оба подшипника входного вала (шариковые радиальные однорядные) выполнены по плавающей схеме Входной вал устанавливается шестернями относительно косозубых колес промежуточного вала.
-
Подшипники промежуточного и выходного валов - радиально-упорные шариковые с регулированием толщиною прокладок поз. 21 и 22.
-
Боковые крышки - накладные.
6 Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
201