

б)
б
а<90'
а=90'


1. Сопряжение элементов отливок
1.1 Радиусы сопряжений (для а = 90°) выбирают (табл. 12.2.1) и округляют до цифр нормальных линейных размеров (17.1).
Табл. 12.2.1. Радиусы сопряжений, мм
|
6+6i |
<15 |
16...25 |
26...39 |
40...63 |
|
г |
1,5 |
2,5 |
4,0 |
6,0 |
-
При(а<90°) (рис. 12.2.1 в) г, >г, г2<г
-
Практически, радиусы сопряжений отливок небольших редукторов принимают г = 3...5 мм, и эти величины записывают в технические требования.
1.4 При
- если б!= (1,3.. .2) 6, то размеры х, у, г выбирают- изтабл. 11.2.2 (рис. 12.2.2);
-если tfj > 2 б, то размеры х, у, г следует увеличить по сравнению с данными табл. 12.2.2 в 1,5...2,0 раза;
- если б\< \,Ъб, то размеры х, у, г не обязатель ны и сопряжение выполняется как при 6=6\.
6 х
![]()
Табл. 12.2.2
|
б |
х |
У |
г |
|
мм |
|||
|
8...10 10...15 15...20 |
2...3 3...5 4...S |
5х |
3 4 5 |
Рис. 12.2.2
' Приведенный габарит Н отливок, мм Н=(21+Ь+ЬУЗ, где /-длина, Ь- ширина, Ь - высота отливки
2. МИНИМАЛЬНАЯ ТОЛЩИНА СТЕНОК Табл. 12.2.3
|
Материал |
<?min, мм |
||
|
Приведенный габарит* Н отливок, мм |
|||
|
малых Ж 500 |
средних 500 <Я< 1000 |
больших 1000 < Я |
|
|
Серый чугун Стальное литье Бронзы Сплавы алюминия |
4 S...7 3...5 3...5 |
8...9 10...12 S...8 5...S |
12...15 15...20 |
Для отливок корпусных деталей редуктора из серого чугуна минимальная толщина стенок принимается: - для корпуса 8,0 мм, для крышки - 7 мм.
3. Литейные уклоны Табл. 12.2.4
|
Материал |
Уклон |
Угол |
б, мм |
|
Чугун 1 Стальное литье J Литые сплавы цветных металлов |
1:5 1:10(1:20) 1:100 |
11,5° 5,5°(3°) 0,5° |
<25 >25 |
Крышка
смотрового отверстия
(13.1 п.2)
Отдушина
'(13.1
п.4)
Крышка
редуктора
Маслоуказатель
Корпус
редуктора
1-лн-алина
внутренней полости редуктора
 158
158
12.3. КОНСТРУКЦИИ КОРПУСНЫХ ДЕТАЛЕЙ
Крышка подшипникового
узла накладна»
!_t£s\\.4.' Т S
Объем масляной ванна ,3...0,6) [л/кВт]
Сеяния В-В, Г-Г, Д-Д, Е-Е, Ж-Ж, места А. И, К (рис. 12.6.1)
Рис. 12.3.1. Конструкция корпусных деталей
одноступенчатого цилиндрического редуктора
с наружным размещением подшипниковых бобышек
ЦИЛИНДРИЧЕСКИХ РЕДУКТОРОВ [21,34,42]
Крышка редуктора
Крошка подшипникового
узла
врезная
Н—Hm-HW-Ч
П
мТЛчЫ'И; у
Ось
бала
баходноео входного
IT
А
Крышка
смотрового от верстия
с отдушиной
п.2.
п.4) 1,26
Корпус
редуктора
Сечения
С-С (рис.12.6.За,о), Е-Е (рис.12.6.1 м), Х-Х
(рис.12.6.2и), У-У (рис. 12.6.2к)
Место
Л (рис. 12.6.2о,б), С
(рис. 12.6.За...г)
Рис.
12.3.2. Конструкция корпусных деталей
одноступенчатого
цилиндрического редуктора с
внутренним размещением подшипниковых
бобышек
(13.1 п.6)
Обьем
масляной ванна (0,4...0,8)
[л/kBm]

160
12.4. КОНСТРУКЦИИ КОРПУСНЫХ ДЕТАЛЕЙ КОНИЧЕСКИХ РЕДУКТОРОВ [21,34,42]
Крышка смотродого
от&ерстия с отдушиной
Крышка
подшипникобого
узла
накладная
(12
1 п 4)
Крышка редуктора
Маслоуказат
ель (13
1 п 5)
Пробка маслослионая
(13 1 п 6)
Корпус
редуктора
Объем
масляной банна (0,3
0,6) [л/kBm]
б
^-йн-длина
Внутренней полости редуктора
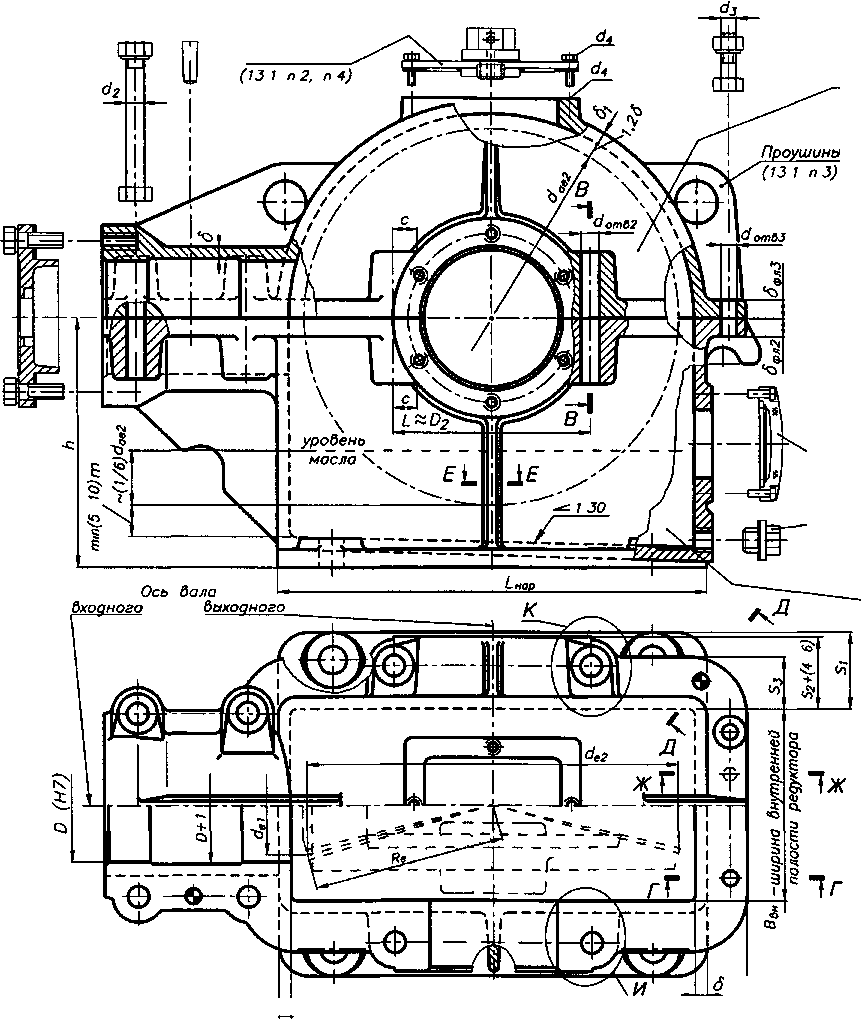
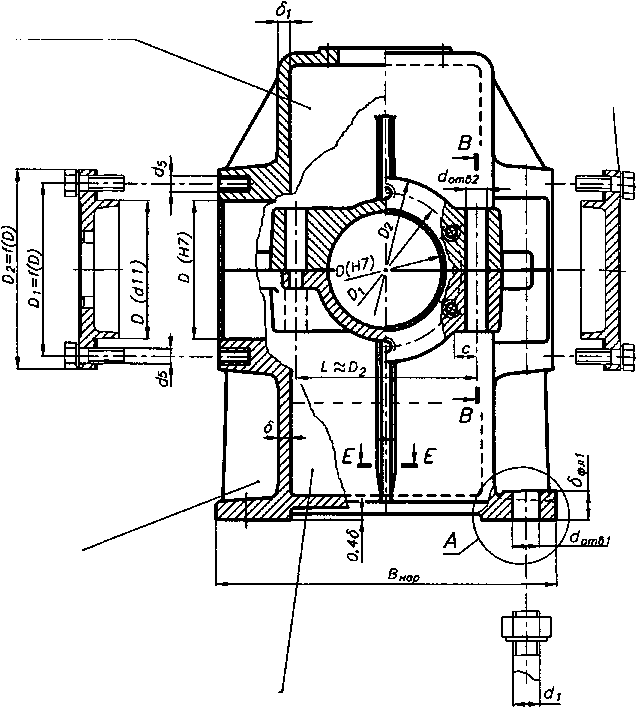
Рис 1241 Конструкция корпусных деталей
одноступенчатого конического редуктора с наружным размещением подшипниковых бобышек
Крышка
подшипникобого
узла накладная
редукторам
Крышка
смотрового
от берстия
с отдушиной
(13.1
п.2. п.4) 1.26
Корпус
редуктора
Стакан
(12.11) и
крышка накладная подшипникобого
узла
'(12.1 п.4)
."
• •/уровень
Объем
масляной банна (0,4...0,8)
[л/kBm]
Сечения
Е-Е (рис. 12.6.1м), Т-Т (рис.12.6.3д,ж) Х-Х
(рис. 12.6.2и), У-У (рис.12.6.2к)
Места Л
(рис.12.6.2а.б), С (рис.12.6.За-г)
 Рис.
12.4.2. Конструкция корпусных деталей
одноступенчатого конического редуктора
с внутренним размещением подшипниковых
бобышек
Рис.
12.4.2. Конструкция корпусных деталей
одноступенчатого конического редуктора
с внутренним размещением подшипниковых
бобышек
161
Пробка маслослионая\
(13.1 п.6)
Э-379
162