

Вин
Крышка
смотрового d2
отверстия
с отдушиной (13
1 п 2. п4)
Крышка редуктора
Крышка
подшипникобого
узла
накладная
Маслоуказатель
Проушина (13
;
л 5)
(1J
1
п 3)
Ось
бала быходного
бходного
Корпус
редуктора
Пробка маслослибная
Объем
масляной бонна (0,4
0,8) [л/кВт]
Сечения
В-В, Г-Г, Д-Д, Е-Е, Ж-Ж, места
А, И, К (рис 1261)
Рис.
12.5.1. Конструкция корпусных деталей
одноступенчатого
червячного редуктора с
наружным размещением подшипниковых
бобышек
.бн-длино
внутренней
полости редуктора

12.5. Конструкции корпусных деталей червячных редукторов [21,34,42]
163
Крышка
смотрового отверстия с
отдушиной
Крышка
подшипникового
узла
накладная
(12.1 п.4)
Маслоуказатель
(13.1
п.5)
Объем
масляной ванна (0,4...0.8)
[л/kBm]
Ось
вала
выходного входного
Корпус
редуктора
Сечения
С-С (рис.12.6.3а-г), Е-Е
(рис. 12.6.1м), 0-0
(рис. 12.6.26),
Т-Т
(рис.12.6.3д-з). Х-Х
(рис.12.6.2и),
У-У (рис.12.6.2к)
TJJ
vT-'Tv.'
Рис.
12.5.2.
Конструкция
корпусных деталей
одноступенчатого
червячного редуктора с нижним
расположением червяка при
внутреннем размещении подшипниковых
бобышек

164
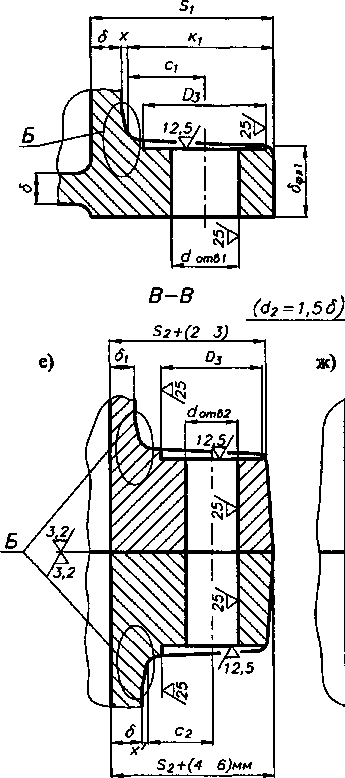
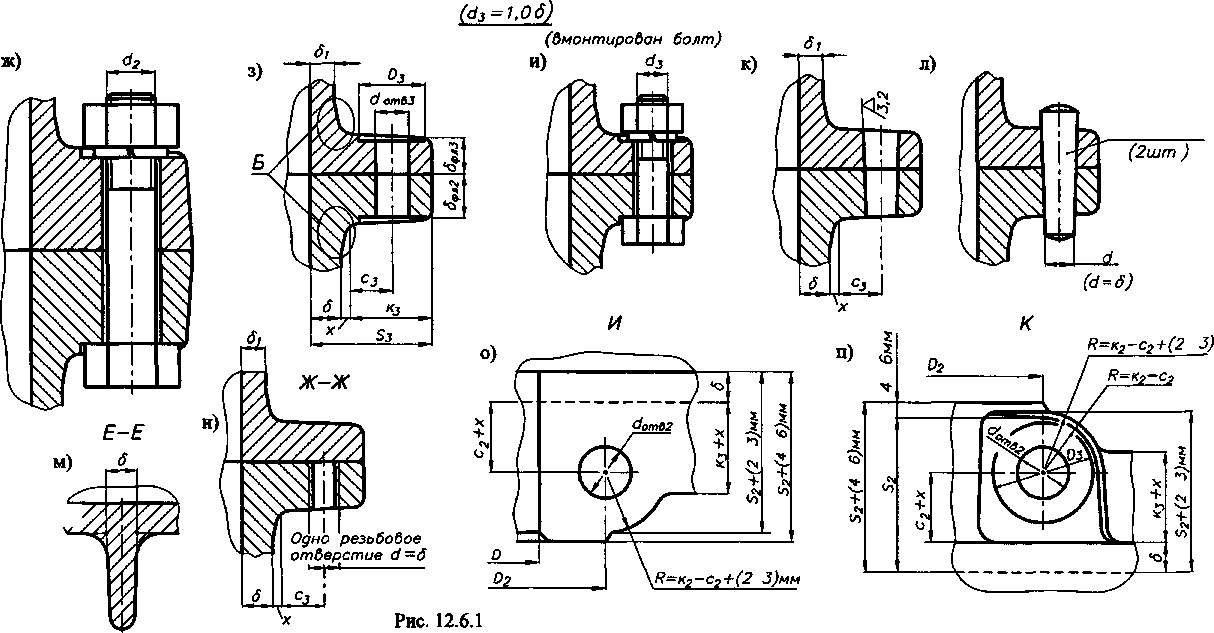
12.6. ЭЛЕМЕНТЫ КОНСТРУКЦИИ ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ РЕДУКТОРОВ 12.6.1 ЭЛЕМЕНТЫ КОНСТРУКЦИИ КОРПУСНЫХ ДЕТАЛЕЙ РЕДУКТОРОВ С ВНЕШНИМ РАСПОЛОЖЕНИЕМ ПОДШИПНИКОВЫХ БОБЫШЕК
Б О
А
(вариант)
А
(d,=2,06)
(Вариант) (бмонтиробан болт)
а)
д-д
д-д
(бмонтиробан
конический
штифт)
г-г
г-г
В-В
(бмонтиробан болт)
Штифт
конический



( вмонтирован
болт)
вмонтирован
болт)

Sj, 52,Sj — ширина фланиеб (с учетом б),
kj, 1<2 kj - ширина фланцеб (без учета 6), ['/
С] С2, cj — расстояние от стенки до
болта (рис 12 7 2. табл 12 7 J), d0m6i dom62 dom6j—диаметра от&ерстий для болтоб соответственно di, с/?, dj
(12 In 33). <5<рл1 6<рл2 $<рлЗ -толщина фланцеЬ
165
12.6.2. ЭЛЕМЕНТЫ КОНСТРУКЦИИ КОРПУСНЫХ ДЕТАЛЕЙ РЕДУКТОРОВ С ВНУТРЕННИМ РАСПОЛОЖЕНИЕМ ПОДШИПНИКОВЫХ БОБЫШЕК
Л
(вмонтирован
болт) -V
(d,=2.06)
В)
а)
б)
х-х
о
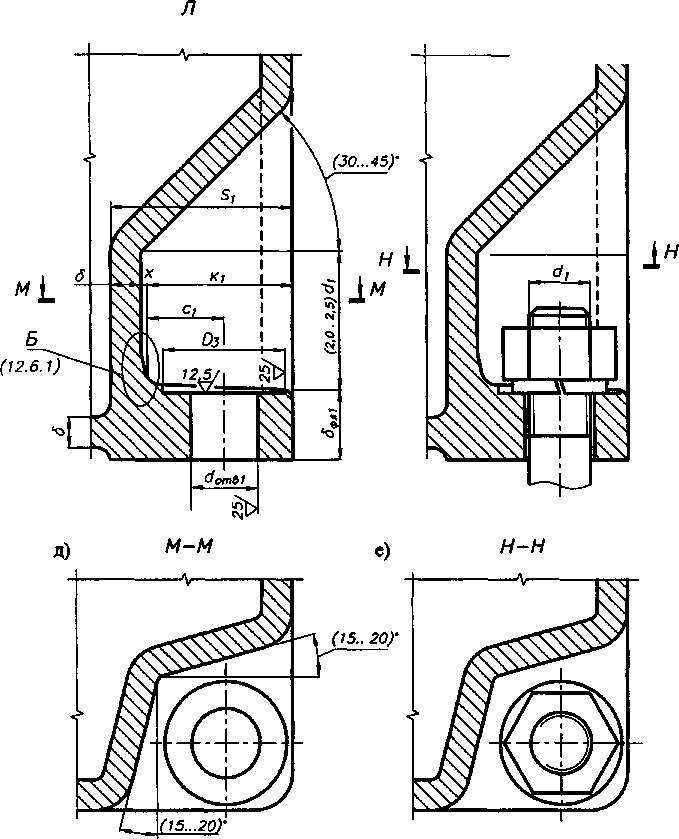

 Рис.
12.6.2. а), б) - угловая ниша фундаментного
фланца; в) - боковая ниша фундаментного
фланца
Рис.
12.6.2. а), б) - угловая ниша фундаментного
фланца; в) - боковая ниша фундаментного
фланца
Sj- S2.5j - ширина фланцев (с учетом 6); domei, domo2, domej-диаметра отверстий
'• ^2, kj - ширина фланцеб (без учета б); для болтоб соответственно dj, d2, dj с'- с?, Cj -расстояние от стенки до (12.1 п. 3.3);
болта (рис 12.7 2, табл 12 7.3); 6^1. 3<рл2. ^<рлЗ -толщина фланцев.
Ж)
П-П
з)
П-П
(вмонтирован болт) V
И)
Штифт конический (2шт.) -с внутренней резьбой
или -с резьбовой цапфой
*\ У-У
![]()
166
S2+(2
j>m
(C-C)
(бмонтирован
болт)
Рис.
12.6.3. Соединение фланцев:
подшипниковой
бобышки:
а),б)
болтами; в),г) винтами;
корпуса
и крышки:
д),е)
болтами; ж),и) винтами;
к)
боковая ниша соединения при
использовании
болтов; л)
боковая ниша соединения при использовании
винтов
а)
(рис.
 См
примечание на предыдущей стр.
См
примечание на предыдущей стр.
Другие размера соединения—см. д), ж)
167
Примечание
Размеры представлены для нормальных
головок болтов
и нормальных гаек 1
* - для соединений нормальной точности,
_,__,_ „ 2*-для
соединений грубой сборки
Рис. 12 7.1. Размеры
зенковок и диаметров отверстии под
болты
12.7.3.
РАЗМЕРЫ МЕСТ ПОД ГАЕЧНЫЕ КЛЮЧИ
гост13б82-8о
I
max
=
1/3
G/ЫСОты
головки болта
(высоты гайки)
 12.7.
УСТАНОВОЧНЫЕ РАЗМЕРЫ БОЛТОВЫХ СОЕДИНЕНИЙ
12.7.
УСТАНОВОЧНЫЕ РАЗМЕРЫ БОЛТОВЫХ СОЕДИНЕНИЙ
12.7.1. РАЗМЕРЫ ОПОРНЫХ ПОВЕРХНОСТЕЙ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ. ДИАМЕТРЫ ОТВЕРСТИЙ ПОД БОЛТЫ гост 11284-75, гост 12876-67
Обработать
^ .^s.
Г )
)
/2,5/
Табл. 127.1. Размеры зенковок и отверстий
ПОД боЛТЫ, ММ Гост 11284-75
|
|
М6М8М10М12М16 |
М20 |
М24 |
МЗО |
М36 М42 |
М48 |
||||
|
di |
13,518 |
22 |
26 |
33 |
40 |
48 |
61 |
71 |
80 |
95 |
|
|
18 24 |
28 |
30 |
38 |
45 |
52 |
65 |
80 |
90 |
100 |
|
D6 |
- - |
- |
16 |
20 |
24 |
28 |
36 |
43 |
48 |
56 |
|
н 1* |
6,6 9,0 |
11 |
14 |
18 |
22 |
26 |
33 |
39 |
45 |
52 |
|
«otw 2* |
7,0 10 |
12 |
15 |
19 |
24 |
28 |
35 |
42 |
48 |
56 |
Рис
12.7 2. Размеры литых
фланцев
и
элементов резьбовых
соединений


 12.7.2.
РАЗМЕРЫ ФЛАНЦЕВ БОЛТОВЫХ
12.7.2.
РАЗМЕРЫ ФЛАНЦЕВ БОЛТОВЫХ
Табл 12 7.2. Размеры элементов резьбовых соединений, мм
СОЕДИНЕНИЙ. ГЛУБИНА СВЕРЛЕНИЯ. ГЛУБИНА НАРЕЗАНИЯ РЕЗЬБЫ
|
d |
Размер с умень- нор-шенный мальный |
«1 mm |
|
Мб |
4,0 6 |
2,0 |
|
М8 |
4,0 8 |
2,5 |
|
М10 |
4,0 9 |
3,0 |
|
М12 |
5,0 И |
3,5 |
|
М16 |
5,0 12 |
4 |
|
М20 |
6,0 15 |
5 |
|
М24 |
7,0 18 |
6 |
|
МЗО |
8,0 21 |
7 |
|
М36 |
9,0 24 |
|
|
М42 |
11 27 |
|
|
М48 |
12 30 |
|
L ~ глубина резьбы
-
для стальных изделий L = (0,8 1,0) d ~ для изделий из чугуна L = (1,3 1,5) d
-
для изделий из алюминия L = (1,6 2,0) d
Рис 12.7.3. Размеры под гаечные ключи для различных форм фланцев
Табл. 12 7.3. Размеры мест под гаечные ключи, мм
ГОСТ 13682-80
|
d |
Болт |
Винт |
М А В В, R D 1ПШ |
|
k с |
k с |
||
|
Мб |
20 11 |
15 8 |
11 20 28 36 18 22 |
|
М8 |
24 13 |
19 10 |
14 26 34 45 23 26 |
|
М10 |
28 15 |
23 12 |
17 32 38 50 25 28 |
|
М12 |
32 17 |
27 14 |
19 36 45 58 28 32 |
|
М16 |
40 22 |
35 17 |
25 48 60 78 38 40 |
|
М20 |
48 26 |
43 22 |
30 58 75 98 48 48 |
|
М24 |
56 30 |
51 26 |
36 68 85 ПО 55 60 |
|
МЗО |
68 37 |
- |
45 90 105 140 68 70 |
|
М36 |
80 43 |
- |
52 105 120 160 80 85 |
|
М42 |
92 49 |
- |
60 120 145 185 92 98 |
|
М48 |
104 55 |
- |
70 140 170 210 105 110 |
Примечание Размеры представлены для нормальных головок болтов и нормальных гаек
168
2. ШЕРОХОВАТОСТЬ
ПОВЕРХНОСТЕЙ
(рис. 12.8.1)
2 1 Мест установки подшипников качения (8 8 2)
2 2 Плоскости соединения ; q j . "корпус-крышка" ~ \
2 3 Поверхностей под боковые накладные крышки 6,3/ подшипниковых узлов ~ V
2 4 Отверстий под кониче- , „ ские штифты — V
2 5 Опорной поверхности 12,5/ корпуса ~ V
2 6 Других обрабатываемых 25/ поверхностей - V
2 7 Других необрабатывае мых поверхностей — V
А-А
(крышка)
12.8. ТОЧНОСТЬ КОРПУСНЫХ ДЕТАЛЕЙ РЕДУКТОРОВ [9,16,21,42]
Табл. 12.8.3 Высота расположения осей h, мм
ГОСТ 24386-91
Межосевое расстояние, мм
Вид
сопряжения Св
125 180
250 315
80 125
400 500
500 630
180 250
315 400
зубьев
До 80
Допускаемое отклонение межосевого расстояния ±/о, мкм
10 16 22 35 60 100
11 18 28 45 70 ПО
12 20 30 50 80 120
14 22 35 55 90 140
16
25
40
60
100
160
18 28 45 70 110 180
20 30 50 80 120 200
22 35 55 90 140 220
Н,Е D С В А
Табл. 12 8 1. Допускамые отклонения межосевого расстояния fa, для цилиндрических передач гост 1643-81
|
РЯД1 * 2 3 |
100 100 100 |
112 106 112 |
125 125 118 125 |
140 132 140 150 |
160 160 180 160 170 180 |
190 |
|
РЯД1 * 2 3 |
200 200 200 |
225 212 225 |
250 250 236 250 |
280 265 280 300 |
315 315 355 315 335 355 |
375 |
|
РЯД1 * 2 3 |
400 400 400 |
450 425 450 |
500 500 475 500 |
560 530 560 600 |
630 630 630 |
|
» 1-й рад следует предпочитать 2-му, 3-му
Табл. 12.8.2. Допускаемые отклонения межосевого расстояния fa, для червячных передач гост 3675-81
Степень точности передачи
Межосевое расстояние, мм О„
Св До 80
400 500
500 630
80 120
120 180
180 250
250 315
315 400
в)
45 71 ПО
50 80 130
60 90 150
67
105
160
75
ПО
180
80 125 200
85 130 210
90 140 240
б)
Корпус и крышка ^условно раздвинута
А-Б
Д опускаемое
отклонение
межосевого
расстояния
±/о,
мкм
опускаемое
отклонение
межосевого
расстояния
±/о,
мкм
а)
Табл. 12.8.4. Допускаемые отклонения высоты расположения осей А Ь
Г
ГОСТ 24386-91
|
h , мм |
$50 |
$250 |
$630 |
$1000 |
|
ЛЬ , мм |
0 -0,4 |
0 -0,5 |
0 -1,0 |
0 -1,5 |
ПОЛЯ ДОПУСКОВ
И ПОСАДКИ (рис. 12.8.1)
Посадки подшипников качения в отверстиях "корпус-крышка" — Н7 1 2 Допускаемые отклонения
-
межосевого расстояния ±fa цилиндрических передач (табл 12 8 1), червячных передач (табл 1282),
-
высоты расположения осей Д h , мм
(табл 1284)
Посадки мест установки закладных боковых крышек подшипниковых узлов (рис 12 1 1)
7 7
1 3
1.
Рис 12.8.1 Обозначение на корпусных деталях редукторов, а), б) полей допусков, посадок и шероховатости поверхностей; в) допусков формы и расположения
169
а)
[771
[
Рис,
12.8.2. Обозначения некоторых
допусков
формы и расположения
для корпусов:
а) цилиндрических
редукторов;
б) конических
редукторов;
в) червячных
редукторов


Б относительно отберстий 0Н7 оси А (рис. 12.8.2а): 3.6.1.— допуск параллельности (табл. 128.6); 3.6.2. - допуск перекоса—0,5
допуска параллельности
3.7 Для конических передач допуск перпендикулярности Ш отверстий 0Н7 оси Б относительно отверстий 0Н7 оси А (рис. 12.8.26 и табл. 12.8.7).
3.8. Для чердачных передач допуск перпендикулярности Ш отверстий 0Н7 оси Б относительно отверстий 0Н7 оси А (рис. 12.8.26 и табл. 12.8.8).
3 1 Допуск плоскостности уЗ\ плоскости соединений "корпус—крышка" - (0,01...0,02)/300 мм/мм. При длине контролируемой плоскости L^JOO мм беличину допуска пересчитать 6 L/300 раз.
32 Допуск плоскостности |£7| опорной плоскости редуктора -0,1 /300 мм/мм.
При длине контролируемой плоскости L&300 мм беличину допуска пересчитать о L/300 раз.
3 3. Допуски круглости [°1 и профиля продольного сечения [=] посадочных поверхностей подшипникоЬ (табл. 889).
3.4. Допуск соосности \§\ отберстий подшипников одного дала — 0,5 допуска профиля продольного сечения.
Табл. 12.8.5. Значения допуска перпендикулярности боковых поверхностей корпуса относительно оси отверстий 0Н7
3 5 Допуск перпендикулярности Ш (торцевого биения) боковых поверхностей корпуса-крышки под накладные крышки подшипниковых узлов (табл. 12.8.5).
3.6 Для цилиндрических передач:
-допуск параллельности 03 и перекоса Ш отверстий 0Н7 оси
L
Табл. 12.8.6. Допуск параллельности осей подшипниковых узлов цилиндрических передач fx
ГОСТ 1643-81
|
Степень точности |
Л зубч. S40 |
мкмп 1ТОГО КО <100 |
эишир леса Ъ <П60 |
ине г, мм ^250 |
|
6 |
9 |
12 |
16 |
20 |
|
7 |
И |
16 |
20 |
25 |
|
8 |
18 |
25 |
32 |
40 |
|
9 |
28 |
40 |
50 |
63 |
Чтобы определить W\ при ширине подшипниковых гнезд В, следует табличные значения fx изменить в В/Ь2 раз.
Табл. 12.8.7. Допускаемые отклонения угла делительного конуса
конических передач ±EZ* гост 1758-81
|
Допускаемые отклонения угла делительного конуса ± .ЕЕ, мкм |
Вид сопряжения зубьев |
Длина образующей конуса Rm по среднему диаметру, мм |
|||
|
Rm $50 |
50<ДШ$100 |
100<Лп$200 |
200<Ят$400 |
||
|
Угол делительного конуса 6\ , град |
|||||
|
$15$25>25 |
$15 $25 >25 |
$15 $25 >25 |
$15 $25 >25 |
||
|
Н,Е D С В А |
7,5 10 12 11 16 19 18 26 30 30 42 50 45 63 80 |
10 12 15 16 19 22 26 30 32 42 50 60 63 80 95 |
12 17 20 19 26 32 30 45 50 50 71 80 80 ПО 125 |
15 24 26 22 36 40 32 56 63 60 90 100 95 140 160 |
|
1. * Е £ определяется в единицах длины на радиусе равном длине образующей дели-
тельного конуса по среднему диаметру колеса.
2. Чтобы определить перпендикулярность рГ) оси £ отверстия ФН7 относительно оси А на размере В, следует соответствующее табличное значение ££ изменить в В /Rm раз.
Табл. 12.8.8. Предельные отклонения межосевого угла червячной передачи ± /Е**
ГОСТ 3675-81
|
|
Ширина венца |
Степень точности |
||
|
|
червячного колеса |
7 |
|
|
|
|
&2.ММ |
|
|
|
|
|
Ь2<63 |
12 |
16 |
22 |
|
+ fj, , МКМ |
63 <Ъ 2<100 |
17 |
22 |
28 |
|
|
100<Ь2<160 |
24 |
30 |
40 |
|
|
160 <Ь 2^ 250 |
32 |
42 |
56 |
|
|
250<Ь2 |
48 |
63 |
80 |
-
** /е определяется в единицах длины на ширине венца червячного колеса Ь2.
-
Чтобы определить перпендикулярность рГ| оси Б отверстия 0Н7 относительно оси А на размере В, следует соответствующее табличное значение /Е изменить в В/Ь2раз.
170
"|129. РАБОЧИЕ ЧЕРТЕЖИ КОРПУСОВ И КРЫШЕК РЕДУКТОРОВ [3,6,8,16,21,24,26,28,33,42]
Рабочие чертежи корпуса и крышки представляются в двух вариантах 1 Представляется сборочный чертеж "Корпус редуктора в сборе" (рис 1291), в соответствии с которым обрабатываются поверхности, требующие совместной обработки Сборочный чертеж содержит рабочие чертежи корпуса и крышки, а также элементы их соединения (болты, гайки, подкладки, штифты) На рабочих чертежах корпуса (крышки) (рис 1292,1293) поверхности, подлежащие совместной обработке, выделяются, например представляются в [ ], а технические условия содержит запись "Обработку размероб, предстабленнах в [ ], дополнить по чертежу корпуса редуктора в сборе"
2 Представляются рабочие чертежи корпуса и крышки редуктора (рис 1294, 1295), где поверхности, подлежащие совместной обработке, представляются, например в [ ] Рабочий чертеж корпуса (крышки) в технических условиях имеет запись "Обработку размероб, предстабленнах б [ ], баполнить совместно с корпусом (крошкой)"
И

ч,,
Рис 12.9.1 а
171
Г-Г
И (2:1)
12.5
 /.
2 конических
отберстия 08 (см. 3-3) сберлить
и разбертыбать совместно б
узле "корпус-крышка"
/.
2 конических
отберстия 08 (см. 3-3) сберлить
и разбертыбать совместно б
узле "корпус-крышка"
2. Отберстия 072Н7 и 085Н7 обрабата-боть совместно узлом "корпус—крышка" после устанобки штифтоб и соединения корпуса с крышкой болтами
3 Резьбобые отберстия выполнить с <рас— коО 1x45', класс точности 6Н
-
Обработку мест под голобки болтоб (гаек) выполнить до чистой поверхности
-
Неуказанные предельные отклонения раз меров: охвотываемых-п14; охватываюших- Н14; остальных-±0,51714
КП ДМ МС12о.12.09.01.СБ
Рис. 12.9.16
КОРПУС
редуктора
б сборе
МТУ "ХПИ"
Koyegpo ДМ и ПН
172
M6x14-16
д
Отливку отжечь
Допуски
размеров, масса и припуски на
механическую
обработку - ГОСТ 26645-85
Обработку
размеров, представленных в [ J
выполнить
по чертежу корпуса редукто
ра
в сборе (рис 120901)
Обработку
мест под головки болтов
(гаек)
выполнить до чистоО поверхности
Резьбовые
отверстия выполнить с фаской
1x45',
класс точности 6Н
Литейные
уклоны — 3',
литейные
радиусы —35
мм
Неуказанные
предельные отклонения разме
ров
охватываемых-h
14,
охватывающих-Hi4,
поверхностей
"$-±0,51716, остальнах-
±0,51Т14
8
Поверхность корпуса очистить и
красить маслостойкой краской
Внутренняя
поверхность покрытия -
0.15
м2 Наружная
поверхность покрытия—
0,25 м2
КП ДМ МС12о 12 09 02
лдг
КРЫШКА
редуктора
/ 7
Во т в
Рис
12.92
Н1У
 СЧ
20 ГОСТ
1412-79
СЧ
20 ГОСТ
1412-79
173
|//I
0.08/1801
Л
7
Отливку
отжечь
Допуски
размеров, масса и припуски на
механическую
обработку-ГОСТ 26645-85
Обработку
размероб, представленных 6
[
], Заполнить по чертежу корпуса
ре
дуктора
6 сборе (рис 120901)
Обработку
мест под голо&ки болтов
(гаек)
дополнить до чистой поверхности
Резьбовые
отверстия выполнить с фас
кой
1x45', класс точности 6Н
Литейные
уклона — 3',
литейные
радиусы -
J
5
мм
Неуказанные
предельные отклонения раз
меров
охватываемых—Ы 4, охватывающих—
Н14,
поверхностей^ —±0,51Т16, осталь
ных-±051714
Поверхность
корпуса очистить и кра
сить
маслостойкой краской
Внутренняя
поверхность покрытия—
0,16
Наружная
поверхность покрытия—0,30 м2
КП ДМ МС12а 12 09 03
КОРПУС
редуктора
МТУ ~ХПИ"
Кааедоа ММ и ПИ

174
776
Отливку отжечь
Допуски
размеров, массы и припуски но
механическую
обработку—ГОСТ 26645—85 2
конических отверстия 08 (см Д—Д)
сверлить
и развертывать совместно с корпусом
Отверстия
085Н7 и 075Н7 обрабатывать совместно
с корпусом после установки штифтов
и соединения корпуса с крышкой
болтами
Обработку
размеров, представленных в [
], выполнить совместно с корпусом
Резьбовые
отверстия выполнить с (рас-кой
1x45', класс точности 6Н Обработку
мест под головки болтов (гаек)
выполнить до чистой поверхности
Литейые
уклоны - J',
литейные
радиусы -
J
5
мм
Неуказанное
предельные отклонения
размеров охватываемых—h
14,
охватывающих—Н14,
поверхностей
&-±0.51Т16, остальных—±0,51714
Поверхность
крышки очистить и красить
маслостойкой краской Внутренняя
поверхность покрытия —
0,17 м2
Наружная
поверхность покрытия— 0,28
м-?
КП ДМ МС12а. 12 09 04
КРЫШКА
редуктора
Рис. 12 9.4
БИТУ
СЧ
20 ГОСТ
1412-79

175