

-
1-1
«ТУ ЪПИ
Коуедра дм и пн
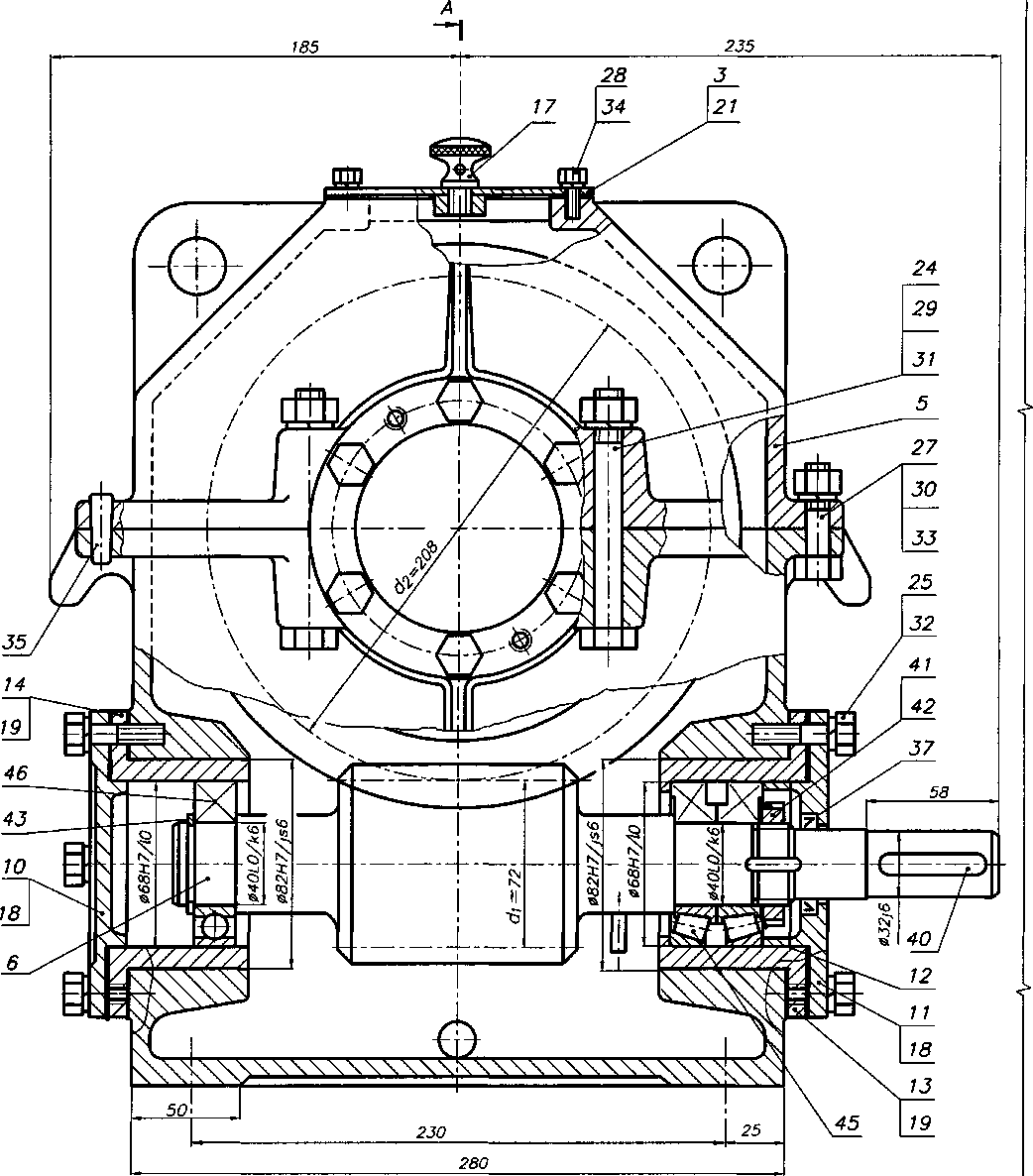
Пятно контакта по длине зуба кони ческой передачи-60%±10%, по высоте зуба—70% ±10% обеспечить подбором толщина прокладок поз. 33 и пере становкой прокладок поз. поз. 32 -
Редуктор обкатать по 10.15 мин на всех режимах нагрузки
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек.
-
Подшипники входного вала установлены по схеме "в растяжку", остальных валов - "в распор".
-
Крышки подшипников выполнены накладными.
-
Регулировка подшипников осуществляется:
-
вала входного - гайкой круглой шлицевой поз. 48;
-
остальных валов - толщиною прокладок поз. 30, 31, 32.
-
Регулировка зацепления осуществляется изменением толщины прокладок поз.ЗЗ, а также перестановкой прокладок поз.32.
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.6.46
-
Поверхности соединения "корпус—крошка" перед сборкой покрыть уплотнитель— ной пастой типа Герметик
-
После сборки дала редуктора должна проворачиваться свободно, без стуков и заедания
-
Осевой люфт в подшипниках, -входного вала-0,05...0,06 мм,
-
I промежуточного вала-0,05...0,06 мм,
-
II промежуточного вала—0,08 0,09 мм, -доходного вала-0,09.. 0,10 мм обеспечить гайкой поз 48 и за счет под бора толщина прокладок поз. 32, 31, 30
КП ДМ МС12а. М.06.04.СБ
РЕДУКТОР
taaoot
П ДиипвД
коническо-цилиндрический
224
Техническая
характеристика
Uuj>2
= 4.0/5.17
Zi
=
15/12 Z2
=
60/62 mn
=
5,0 мм /?
=20-21'51"/
22'19
"54"
иил1
= 4,0/5.17 Z,
= 15/12 Z2
=
60/62
mn
=
4,0 mm
(3
=20'21'51"/
22'19'54"
Объем масляной
банна-10 л
Допускаемая
радиальная нагрузка консольных
участков
валов входного-5200 Н, выходного—8500
Н Плечо приложения консольной нагрузки—
половина
длина посадочного места
Р,= 8,8, 6.8. 5.2
=
50.4, 65,1,
84.2 пбах=28,8,
22,3, 17,2 =2750
= 2,75
=J5'

Рис. 13.6.5а
-
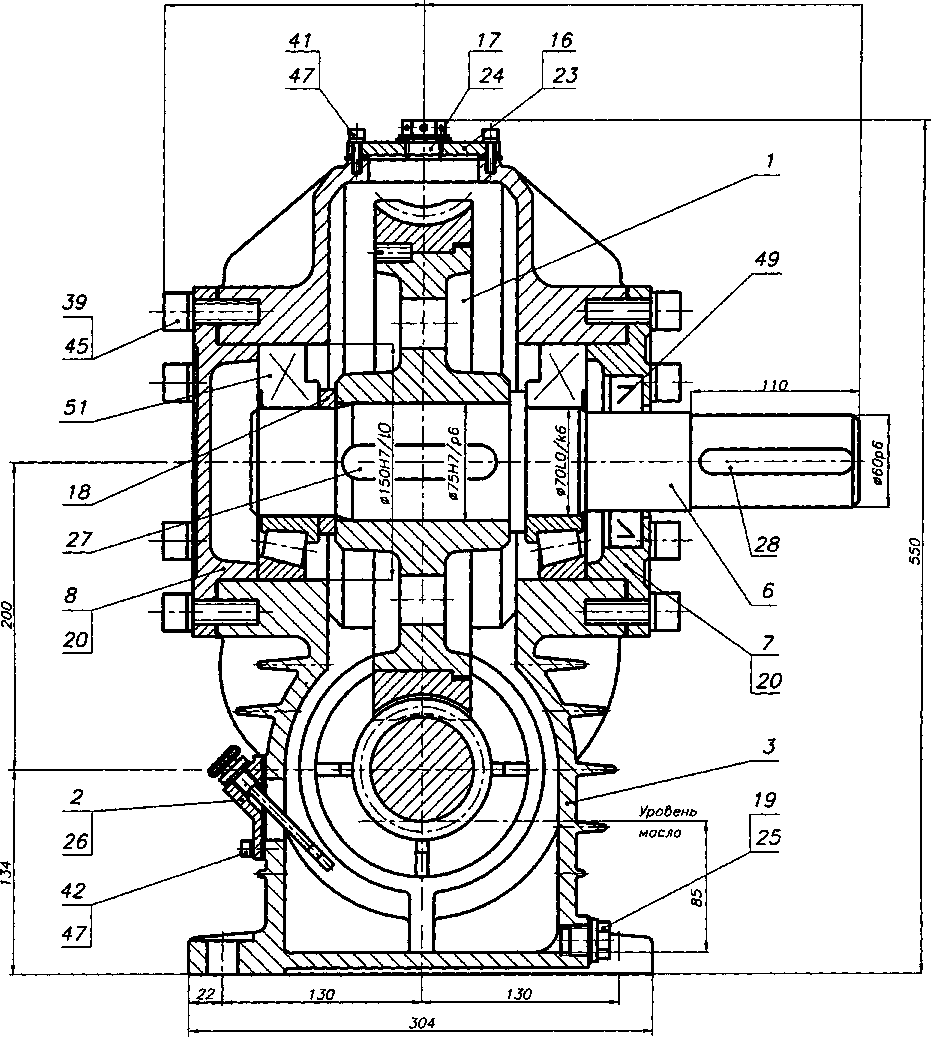
Пятно контакта по длине зуба конической передачи-60%±10%, по высоте зуба—70% ±10% обеспечить подбором толшина прокладок поз 23 и пере— станобкой прокладок поз поз 24 Редуктор обкатать по 10 15 мин на всех режимах нагрузки
 Редуктор
специальный
Редуктор
специальный
-
Корпус редуктора выполнен с наружным расположением подшипниковых бобышек
-
Опора входного вала со стороны конической шестерни выполнена с использованием роликового радиального подшипника Другая опора этого вала выполнена с использованием двух роликовых конических однорядных подшипников, установленных "в распор" Подшипники промежуточного и выходного валов также установлены "в распор"
-
Крышки подшипников выполнены накладными
-
Регулировка подшипников осуществляется изменением толщины прокладок поз 22, 24,25, 26
-
Регулировка зацепления осуществляется изменением толщины прокладок поз 23, а также перестановкой прокладок поз 24
-
Другие виды, разрезы, сечения редуктора, определяющие расположение элементов его оснащения, условно не представлены
Рис. 13.6.56
Поверхности соединения "корпус-крошка"
перед сборкой покрыть уплотнитель-
ной пастой типа Герметик
После сборки бала редуктора должна
проборачибатьса свободно, без стукоб
и заедания
Осебой люфт в подшипниках
—входного бала—0,04 0,05 мм,
-
I промежуточного бала—0,05 0,06 мм,
-
II промежуточного бала—0,08 0,09 мм, —выходного бала-0,12 0,13 мм обеспечить за счет подбора толщина про кладок поз 22, 24, 25, 26
КП ДМ МС12о / J 06 05 СБ
РЕДУКТОР
коническо-цилиндрическиа
БИТУ
Кафедра ДМ и ПТН
^379
13.7. РЕДУКТОРЫ ЧЕРВЯЧНЫЕ ОДНОСТУПЕНЧАТЫЕ
-
Корпус редуктора выполнен с наружным расположе нием подшипниковых бобышек
-
Подшипники установлены "в распор" (вал между подшипниками сжат)
-
Крышки подшипников выполнены накладными
-
Регулировка подшипников осуществляется изменени ем толщины прокладок поз 18 и 20
-
Регулировка зацепления осуществляется перестанов кой прокладок поз 20 выходного вала
-
Другие виды, разрезы, сечения редуктора, определяю щие расположение элементов его оснащения, условно не представлены
Рис 13 7 1а
Техническая характеристика
21= 2
Z2 = 52
m = 4,0 q = 18
Pi = J,5 kBm п2 = 56,8 мин и = 26 Т2 = 500 Н м
-
Объем масляной Ванна—1,5 л
-
Допускаемая радиальная нагрузка консольных участков балоо дходного-4500 Н, быходного-7300 И
-
Плечо приложения консольной нагрузки- полобина длина посадочного места
А-А
 205
205
120
4 Регулирование зацепления дополнить перестанобкой прокладок поз 20 вы ходного вала
5 Редуктор обкатать по 10 15 мин на всех режимах нагрузки
-
Поверхности соединения "корпус—крышка" перед сборкой покрыть уплотнитель — ной пастой типа Герметик
-
После сборки валы редуктора должны проворачиваться свободно, без стуков и заедания
-
Осевой люфт в подшипниках -входного вала-0,04 0,05 мм, —выходного вала—0,06 0,07 мм обеспечить за счет подбора толщина прокладок поз 18, 20
КП ДМ MC12a.1J.07.01.CB
Рис. 13.7.16
ЫПат М'аааяат
РЕДУКТОР
чероячнай одноступенчатый
CW7V
Кафедра ДМ и i
NJ К)
 193
193
A
~\
285
Техническая характеристика
pi = 1,2 кВт zi = 1
П2 — 17,8 мин ~1 22 = 50
j- — 545 Н м Я = 10
и = 50 m = 5 мм
-
Объем масляной банна-2,5 дм-3
-
Допускаемая радиальная нагрузка консольных участкой валоб бходного-5000 Н, биходного-8800 Н
J Плечо приложения консольной нагрузки полобина длина посадочного места
Рис. 13.7.2а
\
л: л*
v
* J
ю
 <*
<*
155
А-А
227
-
Редуктор со сварным корпусом и крышкой, выполнен с наружным размещением подшипниковых бобышек.
-
Подшипники установлены "в распор".
-
Крышки подшипников выполнены накладными.
-
Регулировка подшипников осуществляется изменением толщины прокладок поз. 13.
-
Регулировка зацепления осуществляется перестановкой прокладок поз. 13 выходного вала.
-
Другие виды, разрезы, сечения редуктора, определяющие располо жение элементов его оснащения, условно не представлены.
/. Поверхности соединения "корпус-крошка" перед сборкой покрыть уплотнитель-ноО пастой типа Герметик
-
После сборки бала редуктора должна проворачиваться свободно, без стуков и заедания
-
Осевой люфт в подшипниках, -входного вала-0,06...0,07 мм, —выходного вала—0,09...0,10 мм обеспечить за счет подбора толщина прокладок поз. 13
-
Регулирование зацепления выполнить перестановкой прокладок поз 13 вы ходного вала
5. Редуктор обкатать по 10...15 мин на всех режимах нагрузки
Рис. 13.7.26
КП ДМ МС12о. 13.07.02.Cb
Е5
РЕДУКТОР
чероячнай одноступенчатой
«ТУ
КоаыроДН
ю ю
чо
206
 so
so
Технической характеристика
pi = 3,5 кВт
n2 - 56,8 мин~1
T2 = 500 H м и = 32
21=2 1 Объем масляной бон на— 1,
г 2 = 64 2 Допускаемая радиальная нагрузка
q =r iq консольных участкоб волов
т = 5 мм входного -4500 Н, Выходного- 7 JOO Н „
J Плечо приложения консольной нагрузки-полобина длины посадочного места
Рис 13 7 За
А-А
 165
165
286
КП ДМ МС12а 13 07 03
СБ
