

152
I ™
ZA
14'2'Ю'
левое
ГОСТ
19036-81
7-С
Дел
толщ битк по хорд.
5о1П,99-цд
hot
8.04
64
Рл
50,24
8
192
003.002
40
-витки
-h 1,0...1.5; 50 .52 НКСэ.
-035_0i!S-h
0,3...0.4, 45.. 48
НРСэ
1:1
Пист
/I
Листоб
нту
"хпи
Кафедра ДМ и ПМ
3. Поля допусков и посадки
Конца битков толщ до 5 mm срезать и притупить
Рабочую поверхность витков полировать
Точность червяка-гост 3675-81

Табл. 11.4.4
6.3,
Модуль
На
чертеже цилиндрического
черояка в
соответствии
с ГОСТ
2.406-76
должна
быть указана
размера
(рис. 11.4.5)
и помещена
следующая
таблица
парапет-рой
черояка (табл
11.44).
Число витков
Bug
червяка
подъем
Направл лин
битк.
Исходной червяк
Ось центров
Коэд>. смешения
Степень точн.
Высота до хорда
Делит диаметр
Ход битка
Коэф. диам. черв.
Межос расстоян
СопряжЛ
№ рис. зуб.кол\
Числзуб
1. Параметры червяков
 1.4.4.
КОНСТРУИРОВАНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
[4,21,42]
1.4.4.
КОНСТРУИРОВАНИЕ ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ
[4,21,42]
|
|
|||
|
о cn |
|||
|
14 |
Модуль |
т |
|
|
.с Ё ^ |
Число битков |
Zl |
|
|
Вид червяка |
- |
ZA |
|
|
Делит угол подъем |
У |
|
|
|
Направл.лин витк |
- |
|
|
|
Исходный червяк |
ГОСТ 190J6-B! |
||
|
Коэ<р. смещения |
X |
|
|
|
Степени точн. |
- |
|
|
|
Дел толщ битнпо горд |
So, |
|
|
|
Высота qo хорда |
hq\ |
|
|
|
Делит, диаметр |
d, |
|
|
|
Ход витка |
Pit |
|
|
|
Коэ<р диам черв |
q |
|
|
|
Межос.расстоян |
aw |
|
|
|
Сопряж\ № рис |
- |
|
|
|
зуб. кол] Числ.эуб |
22 |
|
|
|
110 |
10 |
35 |
|
|
|
|||
|
А, |
|||
КП ММ MC12a.1L04.09
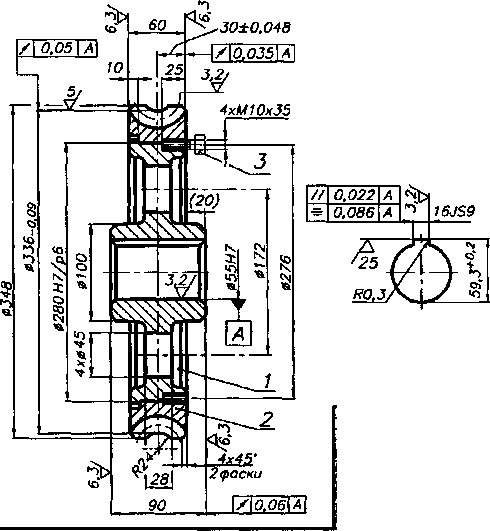
5 Неуказанные предельные отклонения размеров -охватываемых—h 14; —охватывающих—Н14, -остальных—±0,5 IT14
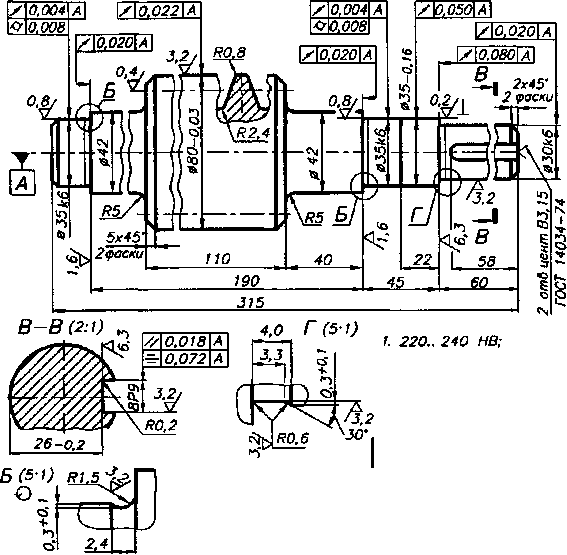
ЧЕРВЯК цилиндрический
R R
45Х ГОСТ 4543-71
Р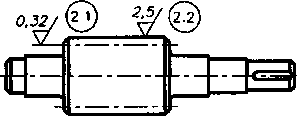 ис.
11.4.5
ис.
11.4.5
5. ТЕРМООБРАБОТКА ЧЕРВЯКА
5. 1. 200...220 НВ
5.2 Витки - h 1,0 1,5; 50 52 HRCo 5 3 Термообработка мест установки уплотнений (9.1.1 п. 5)
Табл. 11.4.6. Допуски радильного биения заготовок червяка
Рис. 11.4.9
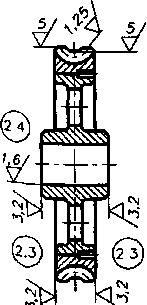
2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Рис. 11.4.6
Степень точности червячной передачи
0,8/ V--
Табл. 11.4.5. Шероховатость поверхностей зубьев
.4/
V •••
,6/
у'
0,4
1.6
0.8/ V
2 1. Рабочая поверхность
|
Ст. точн. |
Радиальное биение, мкм, заготовок червяка при делительном диаметре d \ мм $30 $50 $80 $120 $180 $250 |
|||||
|
6 7 8 9 |
12 17 21 26 |
13 18 22 28 |
14 20 25 32 |
16 22 28 36 |
18 25 32 40 |
22 30 38 48 |
1,6/ 3,2/ V--- V
витков 2.2. Диаметр вершин
витков
2.3 Поверхности входного участка бала червяка, мест установки подшип ников, уплотнений (7.3 п 3, 8.8.2, 9.1 1 п.З). 5 10
2.4. Другие необозначеннае поверхности
Рис. 11.4.7
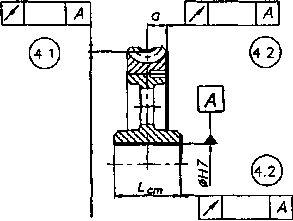
На чертеже чердака отклонение заготовки nog диаметр Вершин биткоб h7 представить численно.
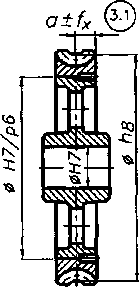
Поля допусков и посадки входного участка бала червяка, мест установки подшипников, уплотнений (7.3 п2. 7.42, 8.8.1, 9.1.1 п 2).
4. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
4.1. Допуск радиального биения \7\
мкм, поверхности заготовки под диаметр вершин витков относительно оси А (поверхностей А—Б (табл 11 4.6)
Ось центров
4.2. Допуски формы и положения поверхностей входного участ ка вала червяка, мест уста новки подшипников, уплотне ний (7.3 п.4, 8.8.3, 9.1.1 п4)
153
|
Ст. точн. |
Отклонения $80 $120 |
± fx , мкм для межос.расстояния aw мм <180 $250 $315 $400 $500 |
|||||
|
6 7 8 9 |
22 34 53 85 |
25 40 43 100 |
28 45 71 ПО |
32 50 80 130 |
36 56 90 140 |
40 60 100 150 |
42 67 105 160 |
|
Степень точности |
Радиальное биение, мкм, при диаметре d2 мм $50 $80 $120 $200 $320 $500 $800 |
|||||||
|
6 7 8 9 |
12 20 32 50 |
16 25 40 60 |
20 32 50 80 |
22 36 55 90 |
26 42 65 105 |
32 50 80 120 |
|
40 60 100 160 |
11.4.5. КОНСТРУИРОВАНИЕ ЧЕРВЯЧНЫХ КОЛЕС [4,16,21,42]
12,
J. Точность червячного колесо-ГОСТ 3675-81
4. Неуказанные предельное отклонения размеров-охватаваемих—h 14; ох&атайающих—Н 14; остальных-±0,5 /Т 14
Модуль
40
Число зубьеб
Напрабл.лин.зуба
левое
Коэд>. смешения
ГОСТ 19036-8]
Исх. произв. червяк
Степень точн.
8-С
192
Межос расстоян.
320
Делит.диаметр
ZA
Вид сопр.червяка
003.001
№ рис.
Сопряж.1 зуб. кол.
Числ витк zj
1. 4 отверстия для болтов M10 на диаметре 0276 сверлить и нарезать после установки бенца на ступице
2. 4 болта М70x35 затянуть до упора, спилить и раскернить
КП ДМ МС12а. 11.04.14.СБ
КОЛЕСО чербячное
БИТУ
Кафедра ДМ и ПТМ
Табл. 11.4.9. Отклонения fx размера а
Степень точности червячной передачи
12.5/ V
12,5,
Табл. 11.4.10. Допуски радиального биения заготовок червячного колеса
 1.
ПАРАМЕТРЫ
1.
ПАРАМЕТРЫ
ЧЕРВЯЧНЫХ КОЛЕС
На чертеже черВячого зубчатого колеса В соотВетстВии с ГОСТ 2.406-76 должна бито указана размера (рис. 11 4.10) и пометена следующая таблица параметров зубчатого бенца (табл.11.4.7).
А Табл. 11.4.7
![]()
![]()
I*-
|
S (Ч .с Е > |
|
|||
|
|
Модуль |
т |
|
|
|
|
Число зубьеб |
?2 |
|
|
|
Напрабл.лин.зуба |
- |
|
||
|
Коэф. смешения |
X |
|
||
|
Исх. произв. чербяк |
ГОСТ 19036-81 |
|||
|
Степень точн. |
- |
|
||
|
Межос расстоян. |
aw |
|
||
|
Делит, диаметр |
d? |
|
||
|
Вид сопр.червяка |
- |
ZA |
||
|
Сопряж. № рис. |
— |
|
||
|
зуб.кол. Числ. витк |
Zl |
|
||
|
110 |
W |
J5 |
||
|
|
||||
|
Л. |
||||
Рис. 11.4.10
Рис. 11.4.14
2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Табл. 11.4.8. Шероховатость поверхностей
V •
.^
-
Рабочая поверхность зубьев
-
Диаметр вершин зубьев
-
Боковая базовая поверх ность Венца (ступица)
2.5 Другие необозначеннае поверхности
Рис. 11.4.11
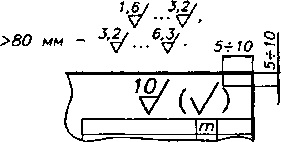
2 4. Поверхность ступица, сопряженная с Валом: для dкол $80 мм -
3. ПОЛЯ ДОПУСКОВ ИПОСАДКИ
3.7. Отклонения fx мкм размера О (табл. 11.4.9).
На чертеже чер-бячного колеса отклонения h8 загото&ки под диаметр Вершин зубьев представить численно
Рис. 11.4.12
4. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
4. 1 . Допуск радиального биения \7\ мкм, поверхности загото&ки под диаметр Вершин зубьеб колеса относительно поберх-ности А (табл. 1 1.4. 10).
Рис. 11.4.13
4.2. Допуск осевого биения 0 мкм базовых поверхностей Венца и ступица колеса относительно поверхности А (табл. 11.2.6).
11.4.6. РАБОЧИЕ ЧЕРТЕЖИ ЭЛЕМЕНТОВ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
12,5
Модуль