

Измерение вибрации
Для измерения вибрации современных сложных форсированных машин и их фундаментов применяют современные приборы, например, универсальный прибор БИП-5. Он состоит из двух индукционных вибродатчиков сейсмического типа, превращающих механические колебания системы в колебания электрического тока в цепи измерительных приборов, измерительного блока фазового датчика и лампы стробоскопа. Для измерения вибрации вибродатчики прижимают к проверяемой поверхности узла машины руками или закрепляют на ней. С помощью прибора измеряют амплитуды смещения, скорости и ускорения, частоты колебаний, сдвиг фаз колебаний в диапазоне частот от 15 200 Гц и двойные амплитуды смещений от 5 до 1000 мкм. Более совершенные приборы состоят из пьезоэлектрических датчиков, электронного усилителя и многошлейфного осциллографа для одновременного показа на экране и записи на фотобумаге значительного числа различных колебаний.
Допуски на вибрацию
В табл.2 приведены нормы оценки состояния машины по вибрации для турбин, генераторов, центробежных компрессоров в зависимости от скорости вращения их валов.
В результате износа вибрация машин увеличивается. Для некоторых быстроходных машин (газовые турбины, компрессоры, крупные двигатели) вибрация, выходящая за пределы допустимых норм, является главным признаком для остановки машины на ремонт.
Таблица 2
Частота вращения, об/мин |
Норма вибрации, мм |
1500 |
0,1 |
1000 |
0,12 |
750 |
0,15 |
Балансировка машин при монтаже и во время эксплуатации
Наиболее распространенная причина вибрации машин — действие неуравновешенных центробежных сил. В связи с этим одно из основных требований к современным быстроходным машинам — уравновешенность вращающихся деталей. В практике широко применяют два метода уравновешивания — статическая и динамическая балансировка.
Известны методы устранения вибрации без разборки или с частичной разборкой машины. Рассмотрим наиболее простые из них — методы трех и двух пусков.
Таблица 3 - Нормы вибрации машин в эксплуатации
Частота вращения вала, об/мин |
Размах колебаний, мм |
||
«Отлично» |
«Хорошо» |
«Удовлетворительно» |
|
1500 3000 и выше |
0,04 0,02 |
0,06 0,03 |
0,08 0,05 |
Метод трех пусков (деталь значительной длины)
Балансировка начинается со стороны, дающей наибольшую вибрацию. Это обычно ротор турбины или центробежного компрессора, рабочее колесо центробежного насоса и т. д.
Первый пуск машины выполняется для измерения вибрации без балансировочного груза. Частота вращения вала машины доводится до полных оборотов и выдерживается некоторое время для того, чтобы режим работы полностью стабилизировался. Измеряется максимальная амплитуда вибрации с помощью виброметра.
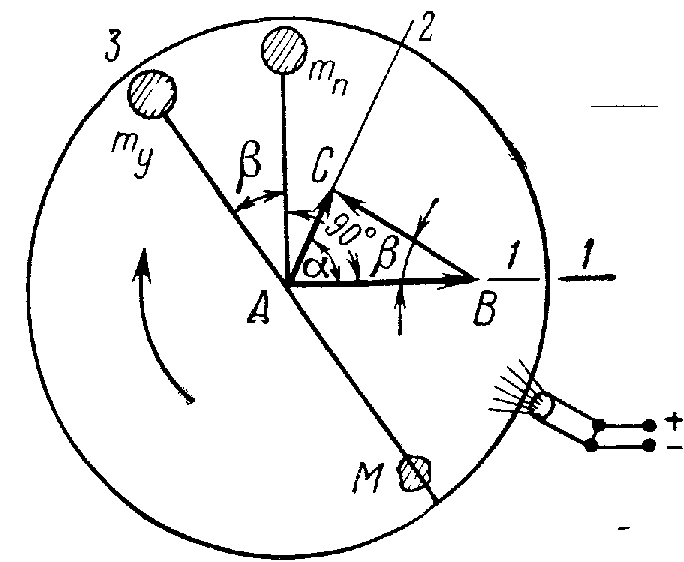
Предположим, она составляет 0,22 мм (рис.10). Затем, поместив пробный груз тп (предположим 200 г) в любом месте на поверхности проверяемой детали (точка А), на которой можно установить постоянный балансирный груз, производится второй пуск машины. Амплитуда вибрации, замеренная при этом, составляет 0,30 мм. Перед третьим пуском груз перемещается из точки А в точку В, находящуюся под углом 90° к предыдущей, считая в сторону, обратную вращению. При третьем пуске амплитуда вибрации 0,38 мм. По полученным данным строят диаграмму в масштабе: 0,01 мм амплитуды вибрации равна 5 мм.
Рис.10.К балансировке машин по методу трех пусков
|
Рис.11.К балансировке машин по методу двух пусков
|
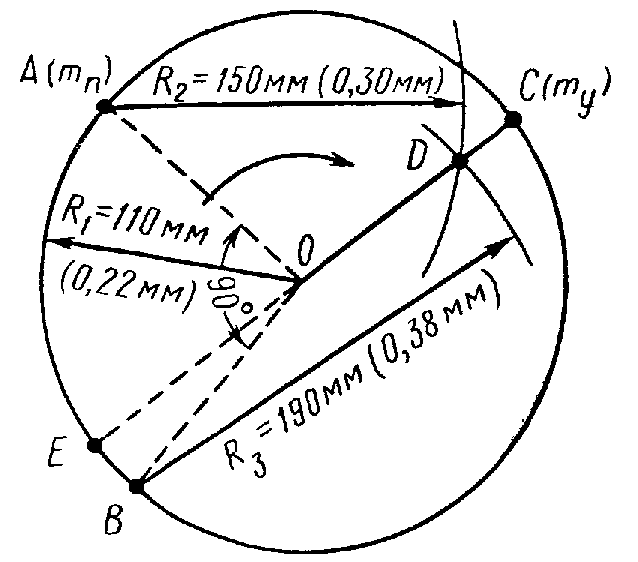
Из точки О
радиусом
![]() описывают окружность, на которой
фиксируют А
и В.
Из точки А
радиусом
описывают окружность, на которой
фиксируют А
и В.
Из точки А
радиусом
![]() описывают
дугу, а из точки В
радиусом
описывают
дугу, а из точки В
радиусом
![]() -
другую дугу. Через точку D
пересечения дуг проводят радиус, точка
С
пересечения которого с окружностью
будет местом, куда должен быть закреплен
балансировочный груз. Масса груза ту
определяется по формуле
-
другую дугу. Через точку D
пересечения дуг проводят радиус, точка
С
пересечения которого с окружностью
будет местом, куда должен быть закреплен
балансировочный груз. Масса груза ту
определяется по формуле
![]()
Величина OD
определяется масштабной линейкой из
графика.
Пробный
груз тп
выбирают так, чтобы центробежная сила,
вызываемая этим грузом, определенная
по формуле
![]() составила не более 10—15% силы тяжести
балансируемой детали. Более целесообразно,
если это не снижает прочности детали,
не устанавливать балансирный груз в
точке С,
а снять излишний металл в точке Е,
расположенной на 180° от расчетной.
составила не более 10—15% силы тяжести
балансируемой детали. Более целесообразно,
если это не снижает прочности детали,
не устанавливать балансирный груз в
точке С,
а снять излишний металл в точке Е,
расположенной на 180° от расчетной.
Таким же методом балансируют детали с другого конца.