

Вопрос № 12 Описать устройство, принцип работы индукционной тигельной электрической печи (а).
Рисунок 4- Схема и конструкция индукционных тигельной (А) и канальной (Б) печей
Индукционные тигельные печи (ИТП) работают на промышленных, средних и высоких частотах.
ИТП состоит из индуктора (1), подключаемого к источнику питания переменного тока, расплавленного металла (2), находящегося внутри огнеупорного тигля (4), и магнитопровода внешнего (3), применяемого в мечах большой емкости.
Магнитопровод предназначен для экранирования от полей рассеяния индуктора и уменьшения потерь энергии.
Нагрев и расплавление садки происходит за счет вихревых токов, наводимых в ней. Плотность тока в садке неравномерна. Наибольшая- в слое, прилегающем к стенкам тигля, а наименьшая - в центральной части. Вследствие этого возникает естественная циркуляция расплава в тигле, скорость которой зависит от напряженности магнитного поля, частоты источника, удельной мощности и т.п.
Кроме того, ИТП имеют механизм подъема крышки(5), наклона печи, загрузки.
В ИТП большой емкости применяются источники питания промышленной частоты, средней и малой емкости – повышенной и высокой частоты.
КПД печи определяется зазором между индуктором и садкой. При уменьшении толщины стенки тигля электрически КПД увеличивается, а тепловой- уменьшается.
Общий КПД составляет 50-70%.
Естественный коэффициент мощности ИПТ невысок cos φ= 0,8..0,3
Для компенсации реактивной мощности требуется установка конденсаторных батарей.
Печи могут работать с оставлением сплава (25-30% емкости тигля) или без него.
В тигель можно загрузить любую шихту: отходы литейного производства, чушки, мелкую стружку и т.п.
Неэлектропроводные тигли изготавливают из кварцитовых, магнезитовых, циркониевых масс. Они размещаются внутри индуктора, не поглощают энергии электромагнитного поля и одновременно являются теплоизоляторами между расплавленным металлом и охлаждаемыми стенками индуктора.
Электропроводящие тигли изготавливают из жароупорных сталей, легированных чугунов и графитов. Они поглощают наибольшую часть энергии переменного электромагнитного поля. Нагрев осуществляется косвенный: излучением до расплавления, а после- контактный. Наружные стенки таких тиглей должны быть изолированы о внутренних стенок индуктора.
Индукторы изготавливают из медной трубки, охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное охлаждение.
Магнитопроводы являются средством защиты каркаса печи от нагрева магнитным полем.
ИТП выпускают различных емкостей, мощностей и частот питающей сети
Вопрос № 13 Приведите общие сведения об электрической сварке, разновидности дуговой сварки.
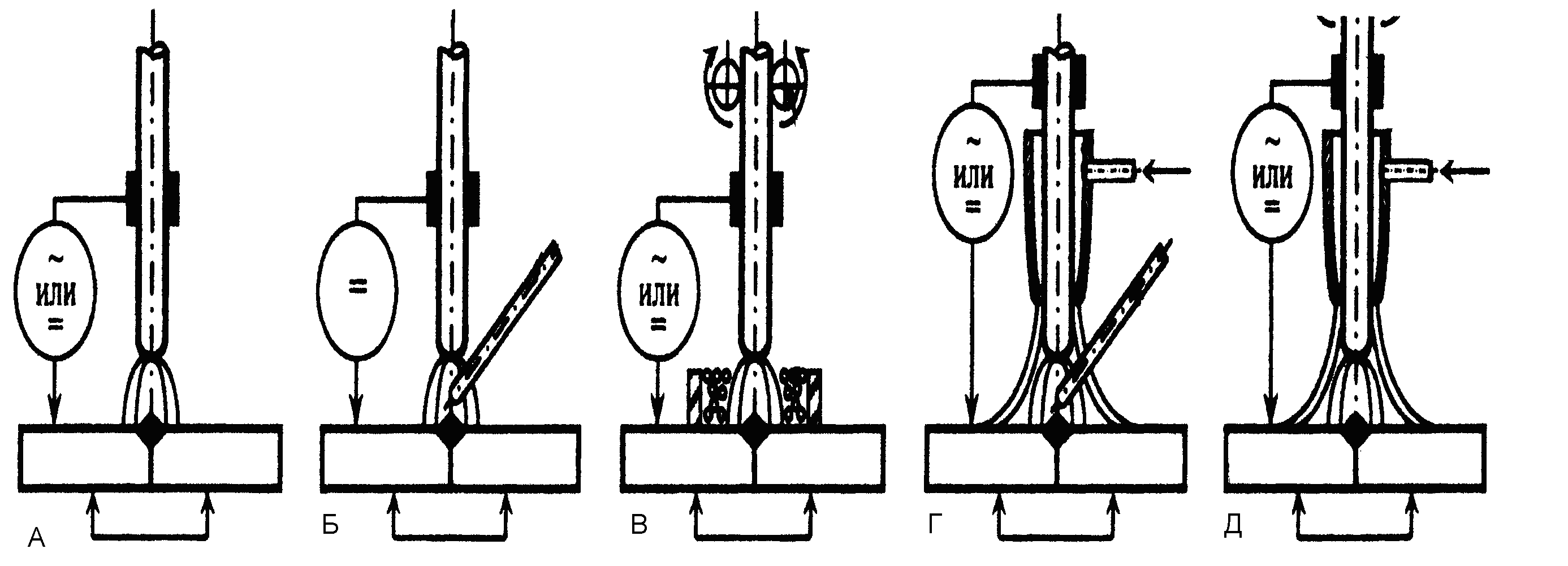
Рисунок – Разновидности дуговой сварки
Электросварка – это способ получения неразъемного соединения металлических деталей путем их местного нагрева электроэнергией до жидкого или пластического состояния.
Дуговая сварка имеет несколько разновидностей. Соединяемые детали обычно нагреваются вместе с присадочным материалом при помощи электрической дуги. Температура в которой превышает 5000ºС.
В зоне сварки создается ванночка расплавленного металла, которая при охлаждении затвердевает и образует сварной шов, прочно соединяющий свариваемые детали.
Сварка открытой дугой с плавящимся электродом(А) получила свое широкое распространение для черных металлов. Дуга получает питание от источника переменного или постоянного тока, горит в воздухе между свариваемыми деталями и электродом. В процессе сварки электрод плавится и участвует в образовании сварного шва.
Электрод из проволоки, по химическому составу близок к металлу свариваемых деталей, покрыт обмазкой. Она содержит вещества, которые при расплавлении образуют шлаки и газы, повышающие устойчивость дуги и защищающие расплавленный металл от окисления.
Ручная сварка открытой дугой с неплавящимся электродом(Б) применяется обычно для соединения цветных металлов и сплавов. Питание дуги - от источника постоянного тока. Дуга горит между свариваемыми деталями и угольными или графитовыми электродами, а в зону сварки вводятся присадочный пруток.
Сварка (полуавтоматическая или автоматическая) закрытой дугой с плавящимся электродом (В) под слоем флюса применяется для соединения любых металлов. Питание дуги от источника переменного или постоянного тока. Дуга горит под слоем сыпучего вещества – флюса. Голая электродная проволока автоматически подается в зону сварки через флюс с помощью механизма подачи. Под действием высокой температуры флюс плавится и образует газовый пузырь, оболочка которого защищает металл от действия кислорода и азота воздуха. При полуавтоматической сварке дуга перемещается вручную, а при автоматической – все операции автоматизированы. Автоматическая сварка под флюсом обеспечивает высокое качество сварного соединения и высокую производительность (в 6-12 раз выше, чем при ручной).
Сварка защищенной дугой и неплавящимся электродом (Г) применяется для соединения нержавеющих и жаропрочных сталей. Защитной средой является аргон, смесь аргона с небольшим количеством активных газов или углекислый газ. Питание дуги – от источника переменного или постоянного тока. Вольфрамовый электрод помещен в газоэлектрическую горелку, к которой под давлением подводится газ из баллона. Вытекающая из сопла горелки струя газа защищает место сварки.
Сварка (полуавтоматическая или автоматическая) защищенной дугой (среда аргон или углекислого газ) и плавящимся электродом (д). Неизолированная электродная проволока подается в зону сварки через горелку с помощью механизма подачи. В горелку подается газ. Сварка в среде аргона применяется при питании дуги как от источника переменного, так и постоянного тока.
Сварка в среде углекислого газа для сталей любого состава – на постоянном токе.