Технологический
процесс:
1)
Заготовительная – штамповка
2)
Фрезеровально-центровальная –
фрезерование торцов и центрование
гнезд.
3)
Токарная - точение торцов
4)
Фрезерная
– обработка пазов
5)
Термическая – цементация, закалка,
низкий отпуск
7)
Шлифовальная – шлифование поверхности
и торцов
8)
Слесарная – калибрование резьбы
9)
Моечная
10)
Контрольная
23. Технологические процессы изготовления валов.
Тип
производства характеризуется
коэффициентом закрепления операций:
1≤Кзо10
—
массовое и крупносерийное, 10≤Kз.о<20
— среднесерийное, 20≤Кз.о<40
— мелкосерийное производство. В
единичном производстве Кз.о
не
регламентируется.
Значение
коэффициента закрепления операций
принимается для планового периода,
равного одному месяцу, и определяется
по формуле:
где
О
—
число различных операций; Р
— число
рабочих мест с различными операциями.
Общее
число операций О
по
рассматриваемому производственному
процессу отделения или участка цеха
определяется суммированием различных
операций ОР.М
, закрепленных
за каждым рабочим местом. Если за рабочим
местом закреплена только одна операция
(независимо от его загрузки), общее
число различных операций равно числу
рабочих мест Р.
Тогда
Кз.о;=1
и
производство является массовым. Если
за всеми или некоторыми рабочими
местами закреплено более чем по одной
операции, то Кз.о>1
и
производство является серийным.
Детали
типа «вал» изготавливаются на токарном
станке за два установа: в прямой и
обратной ориентации относительно её
расположения на чертеже.
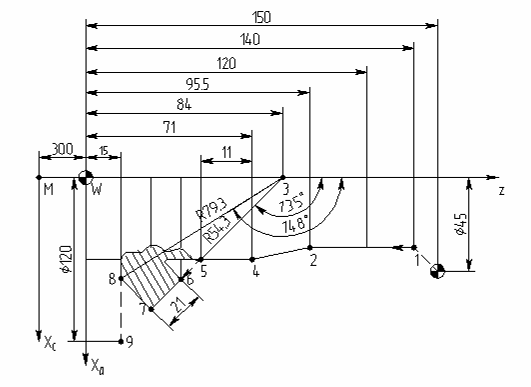
Пример:
Обработка детали типа «вал». Перемещение
инструмента от точки 0 до точки 5.
Используется абсолютная система
координат. Все указанные размеры
относятся к нулевой точки детали W,
переход в которую осуществляется по
команде
N{i}
G92
Z300
LF
Допустим
за первые пять команд осуществлен
переход к нулевой точки, тогда:
N6
G90 G00 G60 X30 Z140 LF
N7
G01 Z95.5 F85 S800 LF
N8
G96
X59
Z71
S75
LF
N6:
переход 0-1, G90
– задание параметров в абсолютных
координатах, G00
– позиционирование, X,Z
– координаты точки
N7:
переход 1-2, адрес F
– подача (мм/мин), S
– частота вращение шпинделя (об/мин)
N8:
переход 2-4, G96
и S75
– автоматическое регулирование частоты
вращения шпинделя при скорости резания
– 75 м/мин
N9
G91 G97 Z-11 S140 LF
N10
G90 G10 Z84 X0 B54.3 A+135 LF
N11
G11 G96 B75.3 F45 S75 LF
N12
B79.3 A+148 LF
N13
G63 Z15 X120 F180 LF
N9:
переход
4-5. G91
– размер дан в приращениях (Z-11),
S
и G97
– новая частота вращения в об/мин
N10:
переход 5-6. переход в полярную систему
координат с центром Z=84,X=0
(точка 3), В – радиус, А – угол между R
и осью Z
N11:
переход 6-7. G11
– линейная интерполяция
N12:
переход 7-8.
N13:
переход 8-9, G63
– позиционирование с остановкой
шпинделя при достижении позиции
30. Выбор типа и организационной формы производства, коэффициент закрепления операций.
![]()
32. Основы составления управляющих программ обработки тел вращения для станков чпу.