Коленчатые
валы подразделяют на цельные, составные
и сборные. Цельные изготавливают длиной
до 5000 мм, составные - из двух секций для
крупных судовых двигателей, сборные -
для двигателей небольшой мощности
(например, мотоциклетные двигатели).
Наиболее массовыми в производстве
считаются коленчатые валы автотракторных
двигателей. Их длина составляет от 400
до 1000 мм. Являясь конструктивно и
технологически сложной деталью,
коленчатый вал считается одной из самых
ответственных деталей двигателя. Все
это обуславливает высокие требования
к точности изготовления коленчатых
валов. Коленчатые валы в зависимости
от напряженности изготавливают из
углеродистых сталей 45, 45А, 40Х, 45Г2, 50Г и
др. В качестве материала для коленчатых
валов применяют и высокопрочный
чугун с шаровидной формой графита.
Такие чугуны содержат 0,2 ... 0, 25 % Cr, 1,15
... 1,4 % Mn, не более 0,002 ... 0,14 % S, а также
незначительное количество церия и
других легирующих элементов. Коленчатый
вал для V-образного 12-цилиндрового
двигателя, имеющего б шатунных и 7
коренных опор. В качестве заготовки
использована штамповка, изготовленная
на кривошипном горячеготамповочном
прессе. Материал заготовки 18ХНВА.
Укрупненно процесс можно разделить на
четыре этапа: 1 - Черновая обработка,
которая заключается в удалении
больших объемов материала (обработка
концов вала, центровых отверстий,
обтачивание коренных шеек за два
установа, шлифование четвертой коренной
шейки под люнет, обтачивание шатунных
шеек), шлифовании коренных шеек, обработке
центрального отверстия в коренных
шейках и отверстий в шатунных шейках.
Этап заканчивается закалкой и высоким
отпуском; 2 - Восстановление баз -
центровых фасок, шлифование пятой
коренной шейки под люнет, обработка
концов вала, коренных и шатунных шеек,
шлифование шеек, обработка контуров
щек, их скосов, шлифование торцев щек,
окончательная обработка центрального
отверстия и отверстий в шатунных шейках,
обработка смазочных отверстий и
старение; 3 - Восстановление баз,
шлифование коренных' и шатунных
шеек, азотирование; 4 - Восстановление
баз, полирование торцев щек их
контуров, двухкратное шлифование
коренных и однократное шлифование
шатунных шеек, полирование центрального
отверстия и отверстий в шатунных шейках,
балансировка детали; После изготовления
деталей выполняют контроль их размеров.
При обработке заготовок коленчатых
валов структура построения операций
и применяемое оборудование зависят
от объема выпуска.
25. Технологические процессы изготовления коленчатых валов.
Ra=0,04...0,08
мкм. Однако в течении долгого времени
это удавалось получить только
доводкой. Высокие, ряд особенностей
технологии их изготовления: метод
подготовки технологических баз для
операции финишной обработки, метод
выполнения финишной обработки
подшипниковых шеек. Шейки валов в
основном обрабатывают при базировании
на неподвижных упорных центрах станка,
которые обеспечивают наивысшие жесткость
и точность обработки. Поверхности
центрового отверстия и упорного
центра можно рассматривать как подшипники
скольжения, испытывающие нагрузку
от радиальной составляющей силы
резания при шлифовании. Опорные
поверхности упорных центров станка
должны иметь точную форму по параметру
отклонения от круглости и конусности.
Погрешность технологических баз
наследуется, т.е. переносится на
обработанную поверхность детали.
Полученное при этом отклонение формы
зависит от числа волн на центровом
отверстии, их высоты и усилия резания.
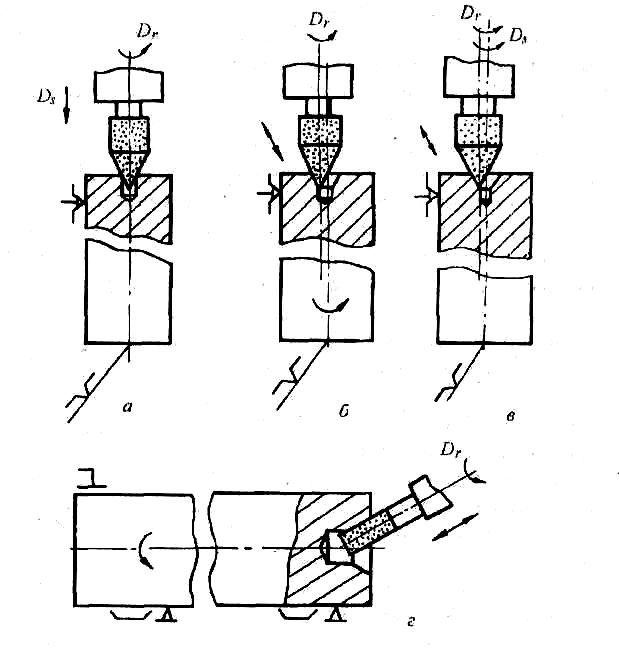
Применяют несколько типов станков для
шлифования центровых отверстий,
различающихся схемой обработки и схемой
базирования: 1 - станки, у которых
шлифовальный круг имеет форму конуса
с углом 60°, вершина инструмента при
обработке центрового отверстия
охватывает всю коническую поверхность,
а обрабатываемая деталь при этом
неподвижна (рис.а). Существенным
недостаток отсутствие выхода шлама.
Эту схему обработки используют перед
операциями чистового точения и
предварительного шлифования; 2 - станки,
у которых шлифовальный круг касается
обрабатываемой поверхности по образующей
конуса, а обработка всей поверхности
центрового отверстия осуществляется
при вращении обрабатываемой детали
вокруг собственной геометрической оси
(рис. б). Недостаток схемы обработки
- передача погрешности с базовой
(наружной) поверхности на обрабатываемую;
3 - станки, у которых шлифовальный
круг совершает три движения: вокруг
собственной оси, планетарное вокруг
оси обрабатываемого отверстия и
осциллирующее вдоль образующей
обрабатываемого отверстия (рис. в).
Деталь при этом способе обработки, как
правило, неподвижна; 4 - станки, у которых
шлифование центровых поясов
осуществляется кругом, имеющим
прямой профиль (рис. г). Деталь при этом
базируется по наружной поверхности в
призмах. Скорость резания у различных
точек по длине образующего круга
одинакова. Эта схема обеспечивает
наиболее высокую точность обработки.
Профиль круга позволяет обрабатывать
не только конические, но также плоские
торцевые и цилиндрические поверхности.
29. Технологические процессы изготовления прецизионных деталей.