

Особенности процесса протягивания
1. Срезание заданного припуска в виде слоев металла малой толщины и большой ширины (малые толщины среза a).
2. Малые скорости резания главного движения 8-15 м/мин.
3. Отсутствие движения подачи как самостоятельного кинематического движения станка. Подача, определяющая толщину срезаемого слоя режущей кромкой каждого зуба, устанавливается путем превышения каждого последующего зуба над предыдущим.
4.Возможность осуществления за один проход инструмента комбинированной обработки (черновой, чистовой).
Высокая производительность процесса протягивания объясняется большой длиной режущих кромок, одновременно участвующих в резании (за счет большого количества зубьев), и возможностью за один проход осуществлять комбинированную обработку.
Схемы резания при протягивании
Схема резания определяет порядок срезания заданного припуска на обработку в поперечном сечении. Принятая схема резания определяет конструкцию протяжки, форму и размеры ее рабочих зубьев.
Различают две основные схемы резания при протягивании: одинарную и групповую. При одинарной схеме резания подача задается на каждый зуб протяжки, при групповой – на группу зубьев (рис.36).
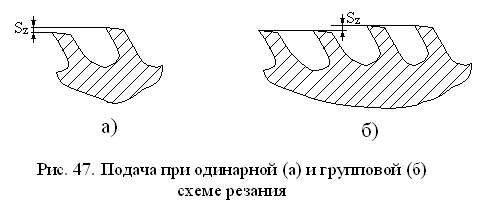
Рис. 36 Подача при одинарной (а) и групповой (б) схеме резания
Одинарная схема резания в свою очередь подразделяется на профильную и генераторную. При профильной схеме резания припуск h снимается слоями параллельными профилю обработанной поверхности детали; при генераторной схеме – относительно узкими слоями, расположенными перпендикулярно или наклонно к профилю обработанной поверхности детали.
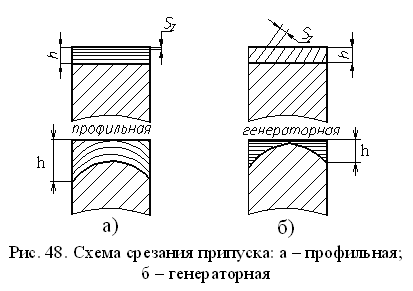
Рис. 37 Схема срезания припуска: а) профильная; б) генераторная
Р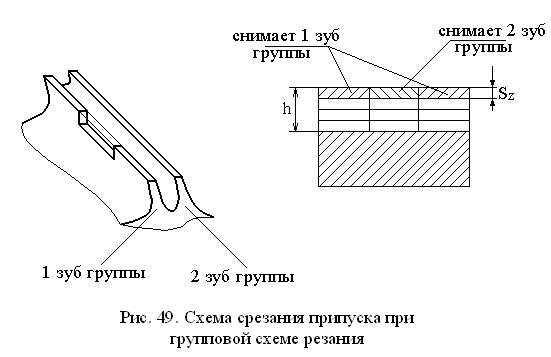 абота
в группе между зубьями при групповой
схеме резания распределяется за счет
разделения между ними ширины срезаемого
слоя. На рис. 49 показана схема срезания
припуска группой, состоящей из двух
зубьев. Зубья в группе для наглядности
показаны рядом друг с другом – для
реальной плоской протяжки они расположены
в разных секциях.
абота
в группе между зубьями при групповой
схеме резания распределяется за счет
разделения между ними ширины срезаемого
слоя. На рис. 49 показана схема срезания
припуска группой, состоящей из двух
зубьев. Зубья в группе для наглядности
показаны рядом друг с другом – для
реальной плоской протяжки они расположены
в разных секциях.
Рис. 38 Схема срезания припуска при групповой схеме резания
Рассмотрим конструкцию и геометрию круглой протяжки (рис.39).
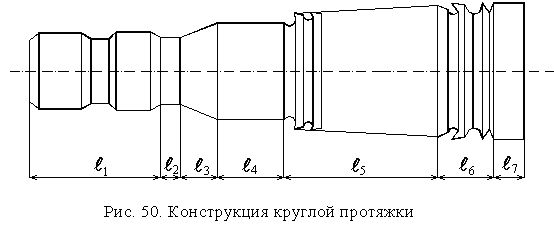
Рис. 39 Конструкция круглой протяжки
l1 ,l2 – хвостовик и шейка – служат для закрепления протяжки в патроне; l3 – переходной конус; l4 – передняя направляющая – служит для направления протяжки в начале ее работы; l5 – режущая часть (включает в себя черновые и чистовые зубья) – выполняет работу по снятию припуска; l6 – калибрующая часть – служит для калибрования отверстия по размеру и обеспечивает необходимую шероховатость поверхности; l7 – задняя направляющая – служит для удержания протяжки от провисания.
К геометрическим параметрам круглой протяжки относятся передний угол g и главный угол a (на рис. 40 показаны углы протяжки в главной секущей плоскости).
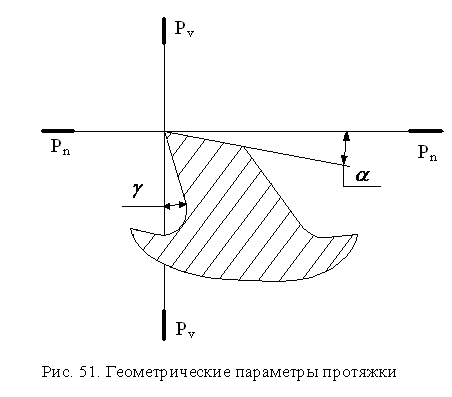
Рис. 40 Геометрические параметры протяжки