

Скорость главного движения
Глубина резания t равна высоте профиля нарезаемой резьбы;
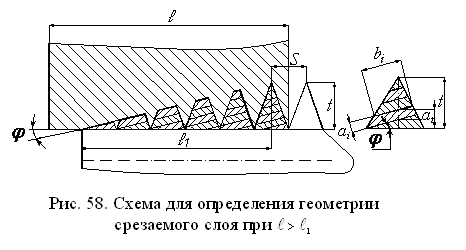
Рис.
47 Схема для определения геометрии
срезаемого слоя при
![]()
Подача на оборот S0 равна шагу нарезаемой резьбы (S);
Скорость
движения подачи, минутная подача
Vs=Sмин=![]() ,
мм/мин;
,
мм/мин;
Основное
технологическое время
![]()
где nox – частота вращения при обратном ходе метчика, i - число метчиков в комплекте, L – длина резания:
L=l+y+D; y=l1; D=(2-3)S , l – длина резьбового отверстия.
Геометрия срезаемого слоя при нарезании резьбы метчиками представлена на рис.47 и рис.48).
1.
Толщина срезаемого слоя а
равна: a=at
cosj.
Толщину срезаемого слоя в направлении
глубины резания at
можно найти как at
= t/z3,
где z3
– число
зубьев на заборной части метчика.
Число зубьев z3
равно z3
= z
k
= z
l3/S,
где
k
– количество
ниток резьбы.
Отсюда
![]() Окончательно имеем
Окончательно имеем
![]()
2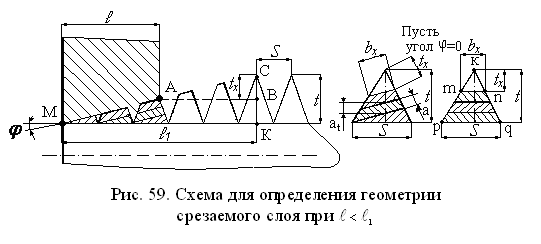 .
Ширина срезаемого слоя b.
Рассмотрим случай, когда длина заборной
части метчика l1
меньше длины отверстия l
– l1<l;
В этом случае
ширина срезаемого слоя изменяется от
нуля до шага резьбы, т.е.
b=0
– S.
Для случая
l1>l
(рис. 59) ширина
срезаемого слоя будет изменяться в
пределах
b=bx
– S.
Найдем величину bх.
.
Ширина срезаемого слоя b.
Рассмотрим случай, когда длина заборной
части метчика l1
меньше длины отверстия l
– l1<l;
В этом случае
ширина срезаемого слоя изменяется от
нуля до шага резьбы, т.е.
b=0
– S.
Для случая
l1>l
(рис. 59) ширина
срезаемого слоя будет изменяться в
пределах
b=bx
– S.
Найдем величину bх.
Рис.
48 Схема для определения геометрии
срезаемого слоя при
![]()
Из
подобия треугольников
mkn
и
pkq
следует
![]() Из подобия треугольников
АВС
и МСК запишем
Из подобия треугольников
АВС
и МСК запишем
![]() Приравнивая правые стороны полученных
выражений имеем:
Приравнивая правые стороны полученных
выражений имеем:
![]() Отсюда
Отсюда
![]()
Силы резания при нарезании резьбы метчиками определим исходя из формул для токарной обработки.
Для случая l1<l:
![]()
Заменив
 через
через
![]() и
число одновременно работающих зубьев
метчика
и
число одновременно работающих зубьев
метчика
![]() ,
,
получим:
Для случая l1>l учитывая, что
 ,
по аналогии получим:
,
по аналогии получим:

В полученных формулах из-за влияния двух вспомогательных кромок
показатель степени xPz необходимо брать равным хР z = 0,9.
Мощность резания при нарезании резьбы метчиками определяется по формуле:
![]()
Зубонарезание
Для нарезания зубчатых колес применяются два метода: метод копирования и метод обкатки.
При методе копирования используется фасонный режущий инструмент, профиль режущей части которого соответствует профилю впадины нарезаемого зубчатого колеса (для этого используются фасонные дисковые фрезы, пальцевые фрезы, зубодолбежные головки). При методе обкатки, эвольвентный профиль зубчатого колеса получается в результате того, что режущий инструмент и заготовка рассматриваются как зубчатая пара находящаяся в зацеплении, при этом инструменту кроме движения обкатки дается дополнительное движение, необходимое для обеспечения процесса резания (зубчатые колеса нарезаются, например, червячно-модульными фрезами, долбяками, строгальными резцами).
Нарезание зубчатых колес дисковыми модульными фрезами
Применение дисковых фрез ограниченно из-за низкой точности получаемых зубчатых колес (9-10 степень точности) и малой производительности (из-за наличия движения деления).
Дисковая фреза (рис.49) представляет собой фасонную фрезу с затылованным зубом, профиль которого соответствует профилю впадины нарезаемого зубчатого колеса.
К геометрическим параметрам фрезы относятся передний и главный задний углы для вершинной режущей кромки. Для чистовой фрезы передний угол равен нулю, чтобы не изменялся профиль зуба нарезаемого зубчатого колеса при переточке фрезы.
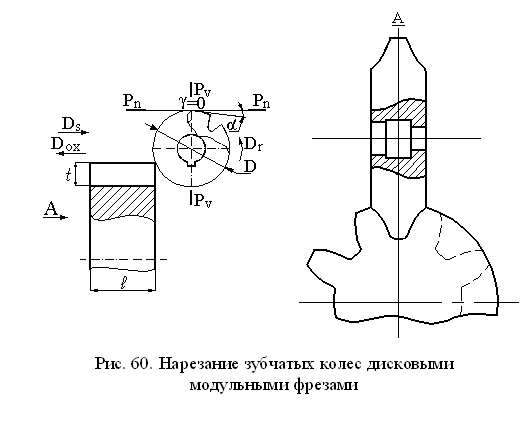
Рис. 49 Нарезание зубчатых колёс дисковыми модульными фрезами
Главным движением при работе дисковой модульной фрезой (рис.49) является вращательное движение фрезы. Движением подачи – поступательное (перпендикулярно оси фрезы) движение заготовки.
После нарезания одной впадины зубчатого колеса движением Dо.х. заготовка отводится от фрезы и производится движение деления Dд для нарезания следующей впадины зубчатого колеса.
Нарезание зубчатого колеса по данному методу осуществляется комплектом фрез (8 – 15).
Недостатки метода: низкая точность нарезания зубчатых колес (9 –10 степень точности) и низкая производительность из-за наличия единичного движения деления (Dд).
Элементы режима резания (рис.49):