

2.2.4. Правила нарезания резьбы метчиком
Во время нарезания резьбы руководствуются следующими правилами:
• при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически выворачивать из отверстия и очищать канавки от стружки;
• нарезать резьбу нужно с помощью набора метчиков (черновой, средний и чистовой). Нарезание резьбы сразу средним, а затем чистовым без предварительного прохода черновым не ускорит, а лишь затруднит работу – резьба может получиться некачественной, а метчик может сломаться;
• глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, чтобы рабочая часть выходила за пределы нарезаемой части, иначе резьба получится неполной;
• при нарезании резьбы необходимо следить за тем, чтобы не было перекоса метчика;
• во избежание поломок и получения качественной резьбы необходимо пользоваться смазочно-охлаждающими жидкостями.
Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток. Вороток выполнен в виде металлической пластины с квадратными отверстиями разного размера, в которые вставляется хвостовик метчика. С двух сторон в пластину ввернуты круглые рукоятки (рис. 9).
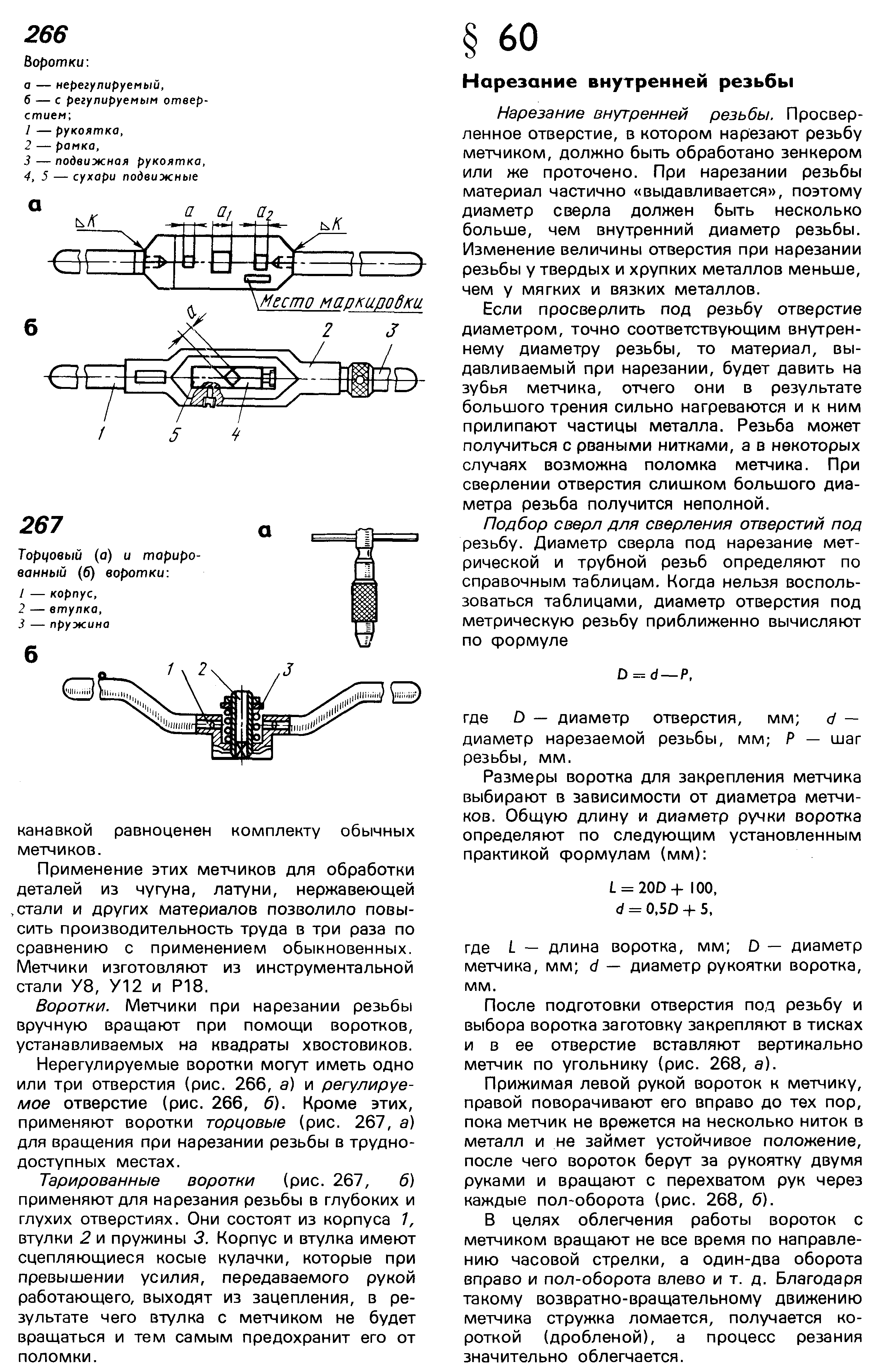
Рис. 9. Воротки: а – нерегулируемый; б – с регулируемым отверстием;
1 – рукоятка; 2 – рамка; 3 – подвижная рукоятка; 4, 5 – сухари подвижные
Метчик с воротком устанавливают сверху таким образом, чтобы ось метчика совпала с осью отверстия. Для облегчения нарезания резьбы инструмент и заготовку смазывают машинным маслом. Затем, держась обеими руками за рукоятку, надавливают сверху на метчик и плавно поворачивают. Если усилие при вращении возрастает, необходимо повернуть рукоятку с метчиком на один оборот назад и продолжить нарезание резьбы (рис. 10).
После изготовления болта и гайки необходимо собрать резьбовое соединение, проверить качество нарезанной резьбы.
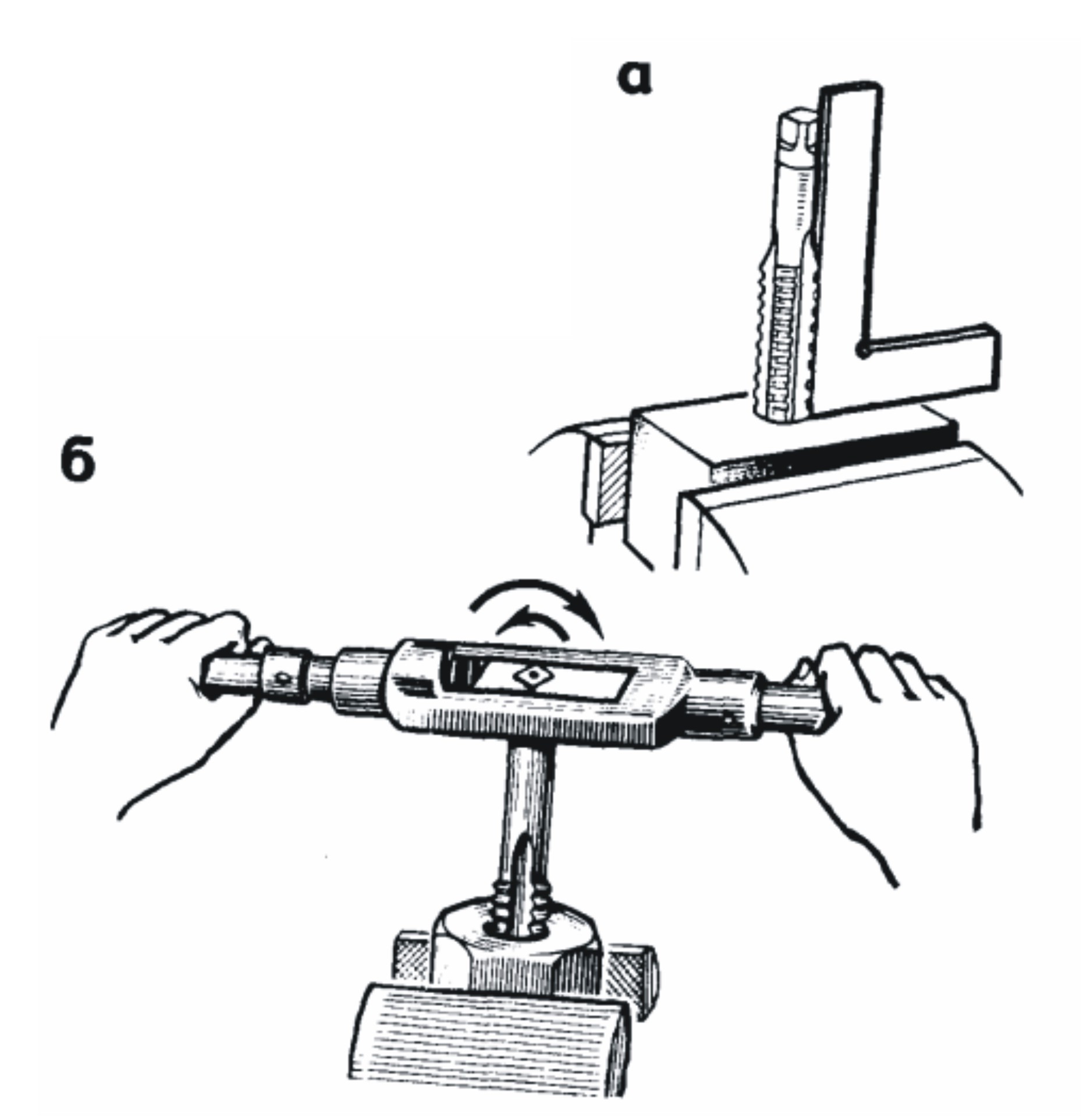
Рис. 10. Нарезание внутренней резьбы с помощью метчика:
а – установка метчика; б – процесс нарезания резьбы
Для детального изучения процесса ручного нарезания резьбы необходимо рассмотреть, как ведут себя в процессе резки различные материалы, например сталь, алюминий, медь или латунь. Определить для различных материалов скорость и силу резания при разных диаметрах стержня болта и отверстия гайки.
Скорость нарезания резьбы определяют по формуле
v = πDn, (2)
где D – диаметр стержня болта или отверстия в гайке, мм; n – число оборотов инструмента (плашки или метчика) в секунду, с.
Силу резания при нарезании резьбы определяют по формуле
P = Fσр, (3)
где P – сила резания, Н; F – площадь стержня или отверстия, м2; σр – сопротивление срезу материала заготовки, Па.
Полученные данные занести в табл. 1.
Часть 2. Изготовление резьбового соединения на токарно-винторезном станке
2.3. Материально-техническое обеспечение работы
Оборудование: ручная пила по металлу, ножовочно-отрезной станок или абразивно-отрезной станок, токарно-винторезный станок, вертикально-сверлильный станок.
Инструменты: плашки с клуппом, комплект метчиков с воротком, штангенциркуль ГОСТ 166–75, линейка металлическая ГОСТ 427–75, резцы: проходной, отрезной.
Работа выполняется в два этапа:
1) нарезание резьбы на стержне;
2) нарезание резьбы в гайке.