

5.3. Изготовление углового концевого соединения на открытый сквозной одинарный шип
5.3.1. Разметка соединения
Для выполнения углового концевого соединения на открытый сквозной одинарный плоский шип УК-1 для соединяемых между собой брусковых деталей возьмем размеры деталей, например, толщиной 44 и шириной 64 мм. Тогда толщина шипа и соответственно ширина проушины S1 = 0,4S0 = 0,4 • 44 = 17,6 мм. Округленно принимаем 16 мм. Длина шипа равна ширине бруска – 64 мм. Приемы разметки показаны на рис. 38. С помощью линейки, угольника и рейсмуса наносят разметочные линии (риски) карандашом, чертилкой или шилом с учетом формы и размеров шипа и проушины согласно чертежу. Одинаковые чистовые заготовки можно размечать одновременно, укладывая их рядом по несколько штук. Если кромки деталей должны иметь профильную обработку в виде фасок, четвертей, калевок, пазов, гребней, то уменьшают ширину шипов и длину соответствующих проушин на ширину таких профилей.
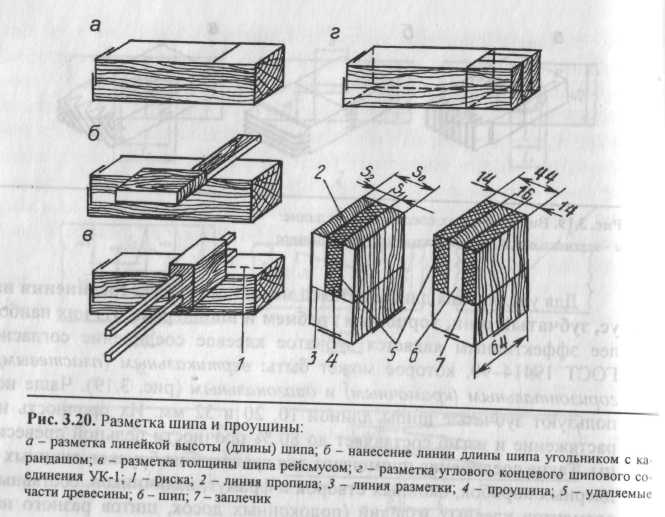
Рис. 38. Разметка шипа и проушины:
а – разметка линейкой высоты (длины) шипа; б – нанесение линии длины шипа угольником с карандашом; в – разметка толщины шипа рейсмусом; г – разметка углового концевого шипового соединения УК-1; 1 – риска; 2 – линия пропила; 3 – линия разметки; 4 – проушина; 5 – удаляемая часть древесины; 6 – шип; 7 – заплечик
5.3.2. Изготовление шипов и проушин соединения
Шипы и проушины аккуратно запиливают вручную пилой с мелкими зубьями вдоль волокон древесины, не допуская перекоса поверхностей шипа и проушины, что может привести к искривлению собранной рамки или коробки. Пропил должен проходить возле разметочной линии для шипа снаружи него, а для проушины – внутри нее. Необходимо осторожно начинать пиление и без нажима равномерно углублять пилу в древесину. После продольного запиливания шипа до разметочной линии прорезают его заплечики поперек волокон древесины, отделяя ее части от шипа. Древесину проушины выдалбливают стамеской. При изготовлении углового серединного соединения вместо проушины размечают и выдалбливают стамеской гнездо. Поверхности шипа, проушины и гнезда зачищают стамеской. Они должны быть ровными и гладкими, параллельными друг другу и боковой поверхности деталей. Заплечики шипов, дно проушины или гнезда (несквозного) должны быть перпендикулярны к поверхности деталей. Шипы, проушины и гнезда можно размечать шаблонами и изготавливать с помощью ручной дисковой электропилы и электродолбежника.
Готовые шипы, проушины и гнезда должны быть требуемых размеров и формы, не иметь сколов и вырывов древесины. Шип должен плотно входить в проушину или гнездо с натягом 0,1...0,3 мм. Торец несквозного шипа не должен упираться в дно гнезда. Длина шипа должна быть меньше глубины гнезда на 2...3 мм. Заплечики шипов на обоих концах детали должны быть равными во избежание перекоса рамки или коробки после ее сборки.
Для запиливания четвертей, пазов и гребней целесообразно использовать ручную дисковую электропилу, для выборки гнезд и пазов – электродолбежник, а для высверливания отверстий (под нагели, винтовые стяжки, шурупы и т. п.) – ручную электродрель.