

Відліковий пристрій штангенприладів
На штанзі наноситься основна шкала з інтервалом розподілу 1 або 0,5 мм Ноніуси виготовляються з величиною відліку - 0,1; 0,05 и 0,02 мм. Шкала ноніуса розміщається на рухомій рамці інструменту. При нульовому значенні інструменту нуль шкали ноніуса співпадає з нульовим штрихом основної шкали. (рис 3).

Рис 3. Ноніуси.
Параметри ноніуса:
1. с - інтервал ділень основної шкали;
2. i - величина відліку по ноніусу.
3. γ- модуль - (показує скільки ділень шкали штанги взято за основу розрахунку).
4. В - інтервал шкали ноніуса В = γс - i
5. n - число ділень шкали ноніуса n = с/ i
6. l - довжина шкали ноніуса l = В · n
У практиці знаходять застосування також штангенприлади з індикаторним або цифровим відліком значень і величиною відліку 0,1; 0,05; 0,02 і 0,01 мм. Граничні похибки штангенприладів при вимірюванні розмірів від 1 до 500мм складають 50 - 400 мкм.
Штангенциркулі (ШЦ)
ШЦ призначені для вимірювання внутрішніх і зовнішніх розмірів до 4000 мм, а також для розмітки. Їх випускають декількох типів і моделей.
Основними частинами ШЦ (рис.4) є: штанга з нанесеними на ній міліметровими або півміліметровими діленнями з однією або двома вимірювальними нерухомими губками 1, рухома рамка 2 також з однією або двома губками, стопорний пристрій 3, лінійка з ноніусом 4 і лінійка глибиноміра 5. ШЦ з величиною відліку по ноніусу 0,02 і 0,05 мм мають механізм мікрометричної подачі рамки 6 і гайку 7.
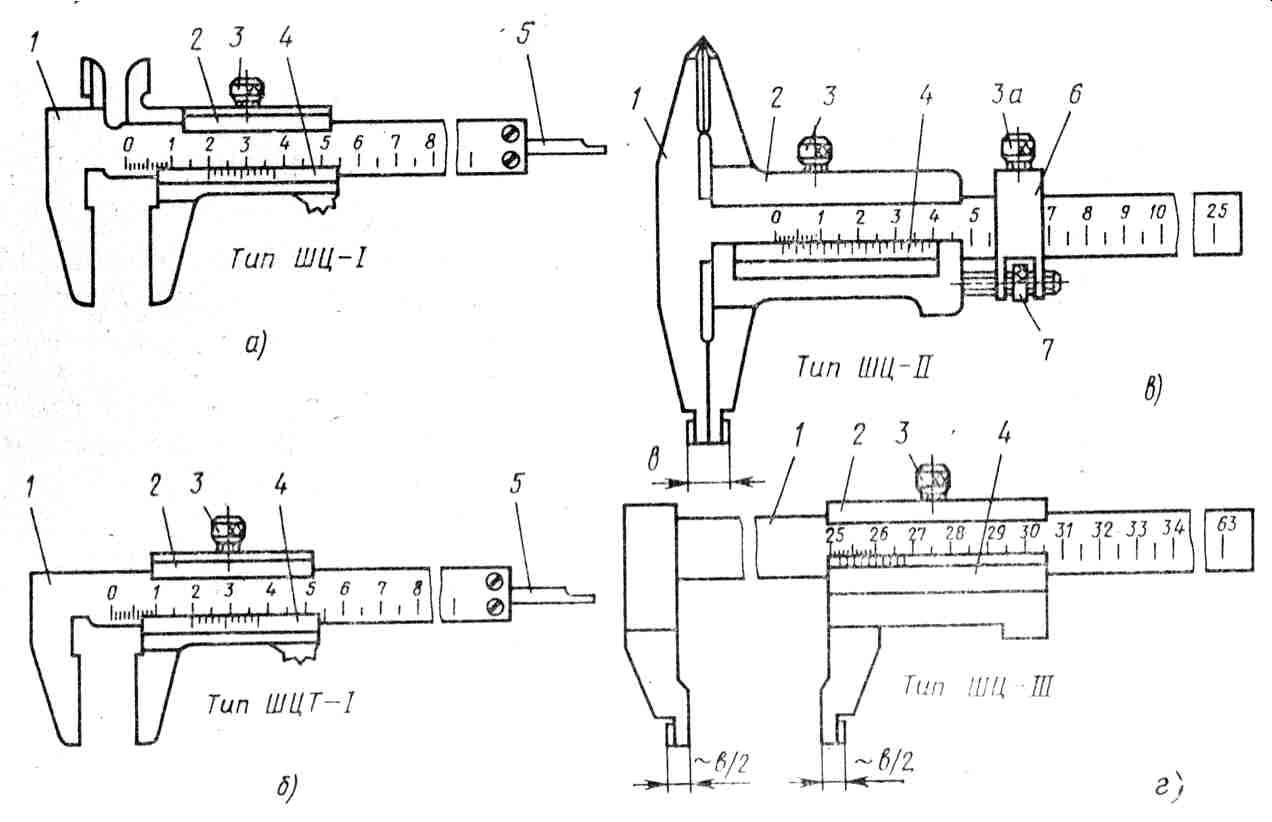
Рис 4. Штангенциркулі: а - ШЦ-I, б- ШЦТ - I, в - ШЦ - II, г - ШЦ - III.
ШЦ випускають наступних типів:
ШЦ - І - з двостороннім розташуванням губок для вимірювання зовнішніх і внутрішніх розмірів і з лінійкою для вимірювання глибин, величина відліку по ноніусу складає 0,1 мм.
ШЦТ - І - з одностороннім розташуванням губок оснащених твердим сплавом для вимірювання зовнішніх розмірів і глибин в умовах підвищеного абразивного зношування.
ШЦ - ІІ - з двостороннім розташуванням губок для вимірювання зовнішніх і внутрішніх розмірів і для розмітки, величина відліку по ноніусу 0,05 або 0,1 мм.
ШЦ - ІІІ - з одностороннім розташуванням губок для вимірювання зовнішніх і внутрішніх розмірів, з величиною відліку по ноніусу 0,05 і 0,1 мм
Штангенглибиноміри (шг)
ШГ - призначені для вимірювань відстаней між двома площинами (глибина отворів, пазів) до 400 мм. Випускаються наступних типорозмірів: 0 - 160, 0 - 200, 0 - 250, 0 - 315, 0 - 400. Величина відліку по ноніусу 0,05 мм, похибки, що припускається +/- 0,05 мм. Основні частини ШГ (рис.5): штанга 1, рамка 2, траверса 3, ноніус 4. Має дві вимірювальні поверхні, одною з яких служить торець штанги а іншою є основа траверси.
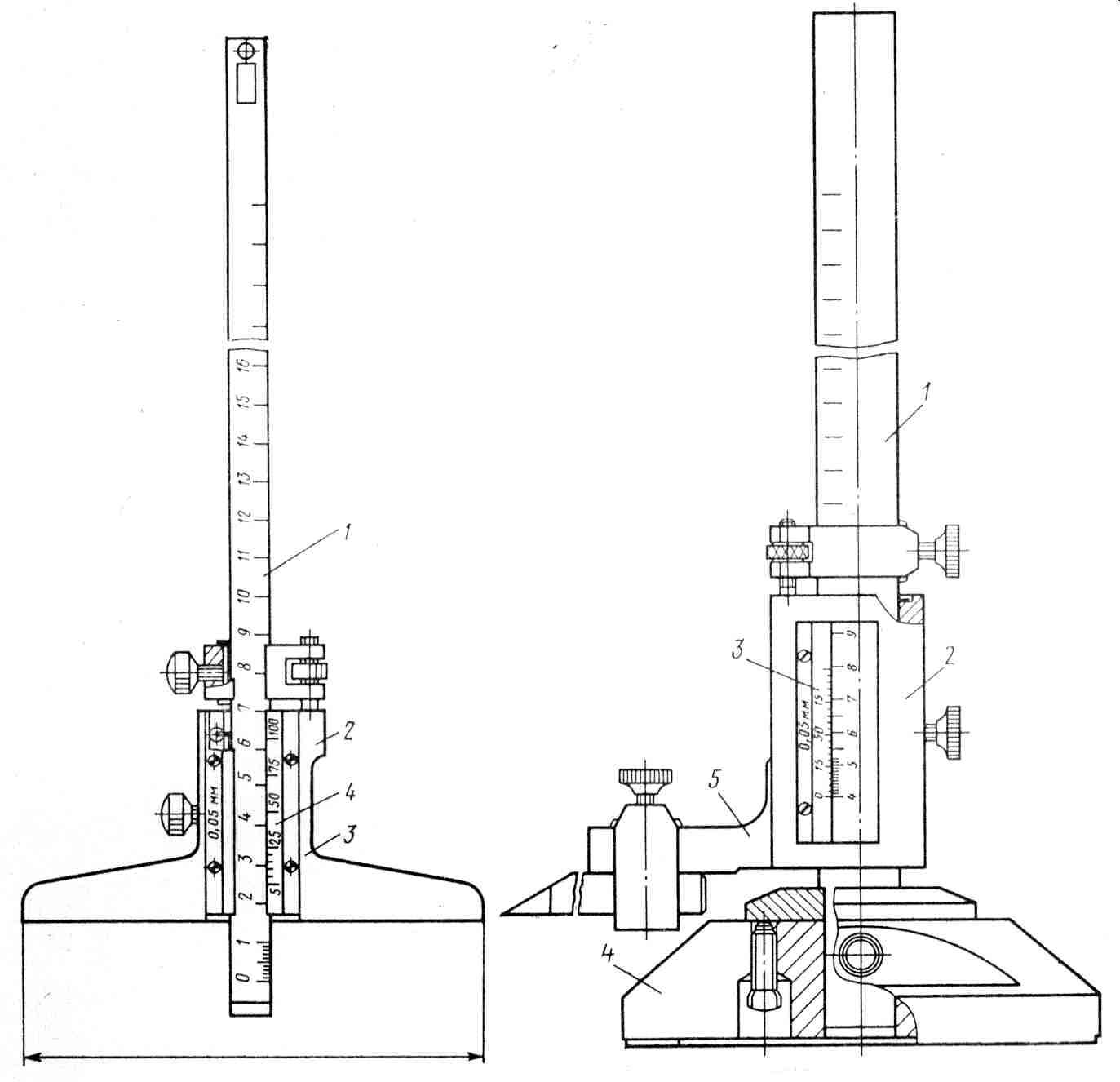
Рис 5. Штангенглибиномір. Рис 6. Штангенрейсмас
Штангенрейсмаси (шр)
ШР - призначені для розмічальних робіт і визначення висоти деталей, встановлених на повірочній плиті. Основними частинами ШР є: основа 4, штанга 1, рухома рамка 2 з ноніусом 3 і кронштейном для установки змінних ніжок 5 (рис 6).
Випускаються наступних типорозмірів: 0 - 250; 40 - 400; 60 - 630;(величина відліку по ноніусу 0,05 мм), 100 - 1000; 600 - 1600; 1500 - 2500; мм (величина відліку по ноніусу 0,1 мм). похибки ШР, що допускається, - +/- 0,05 - 0,2 мм.
З а в д а н н я
1. Зміряти розміри деталі № ______ штангенциркулем з величиною відліку по ноніусу______ мм, інтервалом розподілу шкали _______ мм, межею вимірювань _______ мм. викреслити ескіз вимірюваної деталі і проставити одержані розміри.
2. Для кожного зовнішнього діаметрального розміру визначити відхилення від правильної геометричної форми - овальність, конусність, бочкоподібність і угнутість. Для цього кожен зовнішній діаметр вимірюється в трьох перетинах, перпендикулярних до осі (по сторонах і в середині), і в кожному перетині - в двох взаємно перпендикулярних напрямах (див. схему вимірювань). Одержані дані занести в табл.3
Табл. 3
Схема вимірювань деталі |
Ескіз вимірюваної деталі |
|||||||||||
|
|
|||||||||||
Результати вимірювань |
||||||||||||
№п.п. |
Познач. контр. поверхні. |
Перетини, перпендикулярні до осі |
Відхиленняформи |
Величина відхилення форми, мм |
||||||||
1 |
2 |
3 |
||||||||||
Напрями |
||||||||||||
Ι |
ΙΙ |
Ι |
ΙΙ |
Ι |
ΙΙ |
|||||||
1 |
|
|
|
|
|
|
|
|
|
|||
Пояснення:
Овальність визначається як найбільша різниця між найбільшим і якнайменшим діаметрами, зміряними в кожному перетині (1,2,3) і в двох різних напрямах (І-І, ІІ-ІІ ).
Конусність визначається як різниця діаметрів в перетинах 1-1 і 3-3, розташованих уздовж осі. Бочкоподібність визначається як різниця діаметрів перетину 2-2 і 1-1 або 3-3. Угнутість визначається як різниця діаметрів перетинів 1-1 або 3-3 і діаметру 2-2 (див. схему вимірів).