

Вимірювання на інструментальному мікроскопі.
Перед початком вимірювань мікроскоп фокусують і налаштовують. Налаштування мікроскопа полягає у фокусуванні на вимірюваному об'єкті. Спочатку добиваються різкого зображення штрихової сітки в окулярі 1 (рис 20) шляхом обертання окуляра, потім освітлюють відлікові шкали мікроскопа за допомогою дзеркала 4, що відображає проміння настольної лампи і добиваються різкого зображення відлікових шкал шляхом обертання окуляра 2 .
Вимірювання елементів різьби.
Різьба характеризується наступними основними елементами: зовнішнім діаметром d, середнім діаметром d2, внутрішнім діаметром d1, кроком Р і кутом профілю α.
Вимірювання зовнішнього діаметру d.
Для цього вершини профілю різьби суміщають з горизонтальною лінією сітки Х-Х так, щоб штрихи лінії входили на половину своєї товщини в зображення профілю різьби і виконують відлік за шкалами поперечного мікрогвинта 2 (рис 19). Потім, переміщаючи стіл в поперечному напрямі, суміщають вершини профілю протилежної сторони різьби з тією ж лінією Х-Х і виконують другий відлік за шкалами мікрогвинта -2. Дійсний розмір зовнішнього діаметру визначають як різницю результатів цих двох відліків.
Вимірювання внутрішнього діаметру різьблення d1.
Для цього визначають різницю результатів відліків відповідних поєднань горизонтальної лінії Х-Х, що відносяться до западин різьби.
Вимірювання кроку різьблення Р.
Для вимірювання кроку сторону профілю різьби суміщають з пунктирною лінією штрихової сітки (рис 22 а ) і виконують перший відлік за шкалами повздовжнього мікрогвинта 14 ( рис 17) . Потім шляхом повздовжнього переміщення столу суміщають паралельну сторону профілю сусіднього витка з цією ж пунктирною лінією і виконують другий відлік. Крок визначають як різницю результатів цих двох відліків.
Вимірювання половини кута профілю α/2.
Вимірюють обидві половини кута профілю αп/2 і αл/2. Заздалегідь «градусну» шкалу окулярної головки послідовно встановлюють на 0°, 90°, 180° і 270°. При цьому одна з пунктирних ліній «градусної» шкали розташовують перпендикулярно осі різьби (рис 21, положення Х1 - Х1).
Дійсну величину половини кута профілю знаходять як різницю між результатами двох відліків. Аналогічно вимірюють величину другої половини кута профілю різьби.
Щоб виключити помилки, обумовлені похибкою установки осі різьби, вимірювання половини кута профілю виконують на двох діаметрально протилежних сторонах різьби і за дійсний розмір приймають середнє арифметичне результатів вимірювань ( рис 22 г ):
Вимірювання середнього діаметру d2
Для вимірювання середнього діаметру різьби d2 обертанням маховичка 3 окулярної головки і переміщенням предметного столу за допомогою мікрометричних гвинтів штрихову лінію сітки суміщають із стороною профілю різьби (рис 22. б) і в цьому положенні виконують перший відлік за шкалами мікрометричного гвинта поперечного переміщення столу 2. Потім цим же гвинтом переміщають стіл в поперечному напрямі до поєднання штрихової сітки з контуром діаметрально протилежної сторони профілю і виконують другий відлік. Різниця відліків визначить d2 Вимірювання виконують по правій і лівій сторонах профілю і за результат приймають середнє арифметичне з одержаних відліків.
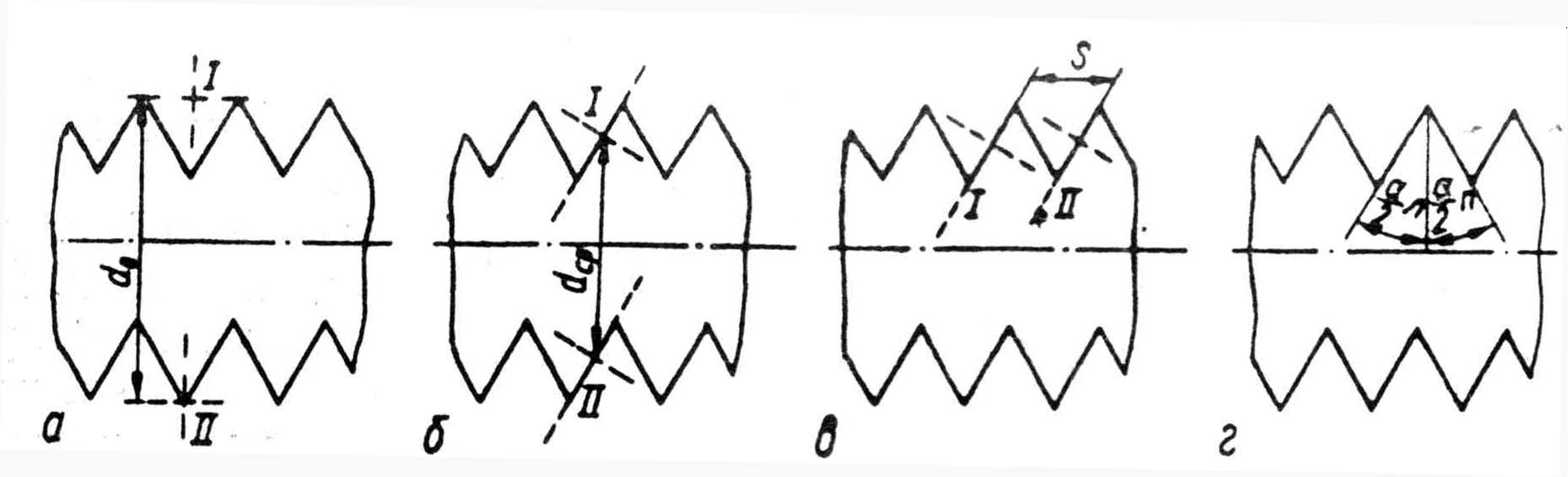
Рис 22. Схема вимірювання елементів різьби: а - зовнішнього діаметру, б - середнього діаметру, в - кроку, в - кута профілю.