

1.4. Установившиеся режимы работы в
непрерывных системах
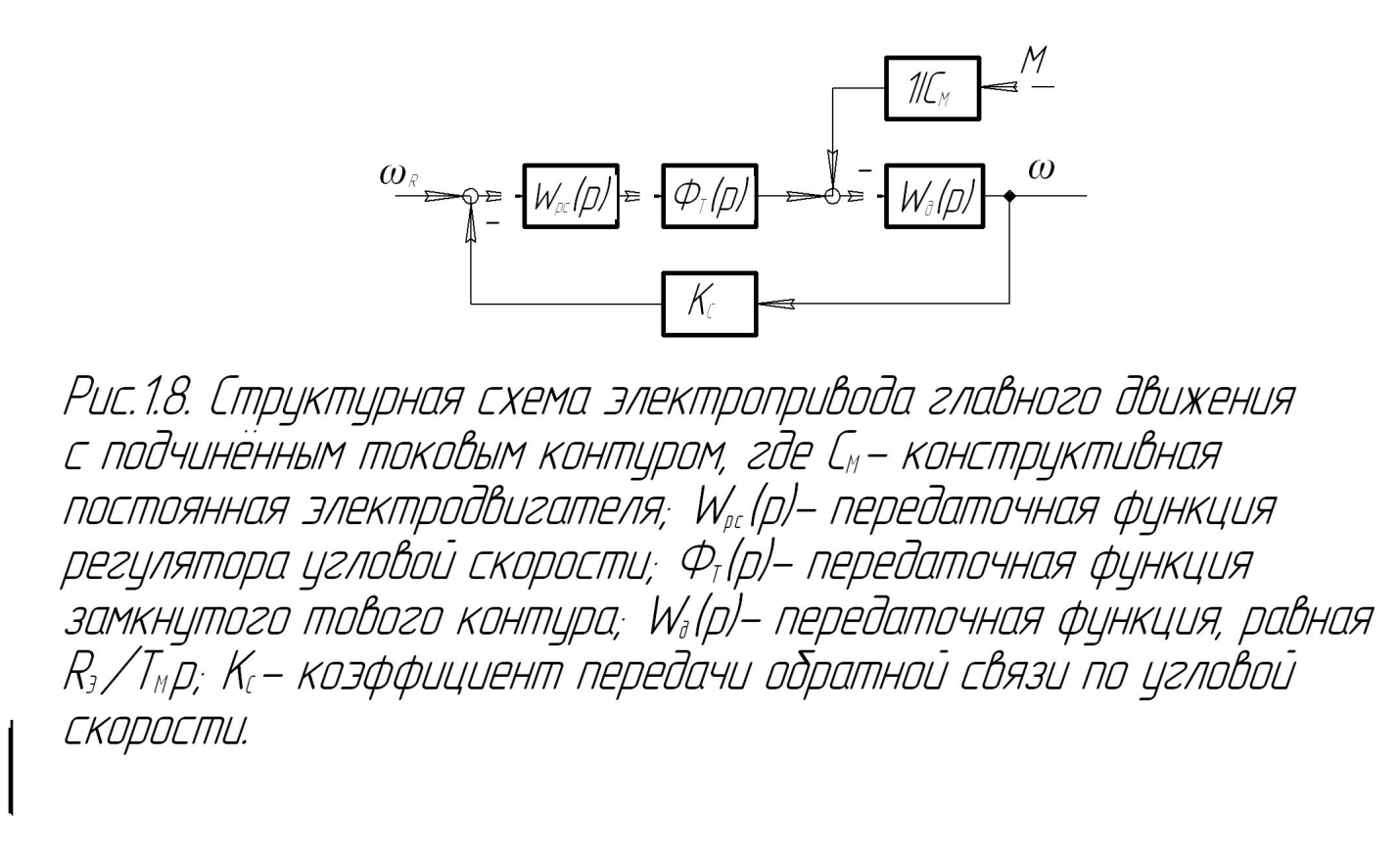
Системы ССР в качестве одного из основных элементов содержат регулируемый электропривод главного движения, поэтому при анализе их работы должны учитываться процессы, происходящие в нём. Основным возмущающим воздействием, влияющим на работу систем ССР в станках токарной группы, является тормозящий момент М на валу двигателя электропривода главного движения, обусловленный усилием резания Fz . Для случая обработки деталей с переменным R справедливо следующее соотношение
М = Fz R. (1.25)
С учётом такого возмущения электропривод при управлении напряжением на якоре, построенный по принципу подчинённого регулирования и настроенный на технический оптимум, может быть представлен так, как показано на рис. 1.8 [9] . Передаточная функция замкнутого токового контура ФтС(р) для данного случая имеет вид
 (1.26)
(1.26)
где Кт- коэффициент передачи токового контура электропривода;
ТТ- постоянная времени токового контура электропривода.
Передаточная функция Wg(p) определяется здесь выражением
 (1.27)
(1.27)
где Kт- эквивалентное сопротивление якорной цепи электродвигателя;
ТM - механическая постоянная времени электродвигателя и исполнительного механизма.
При использовании пропорционального регулятора скорости
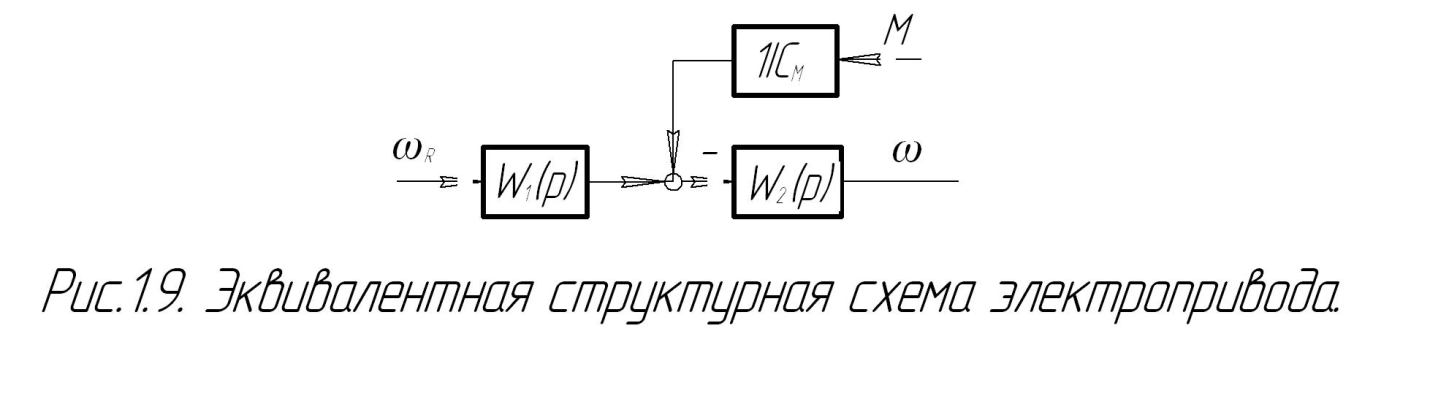
WPC(p) структурную схему замкнутого электропривода (см. рис.1.8) можно представить в виде, изображённом на рис. 1.9. Передаточные функции W1(p), W2(p) при этом имеют вид
 , (1.28)
, (1.28)
г де
К1
- коэффициент передачи
де
К1
- коэффициент передачи
(1.29)
где К2 - коэффициент передачи функции W2(p);
Т - постоянная времени главного электропривода;
 -
коэффициент демпфирования главного
электропривода.
-
коэффициент демпфирования главного
электропривода.
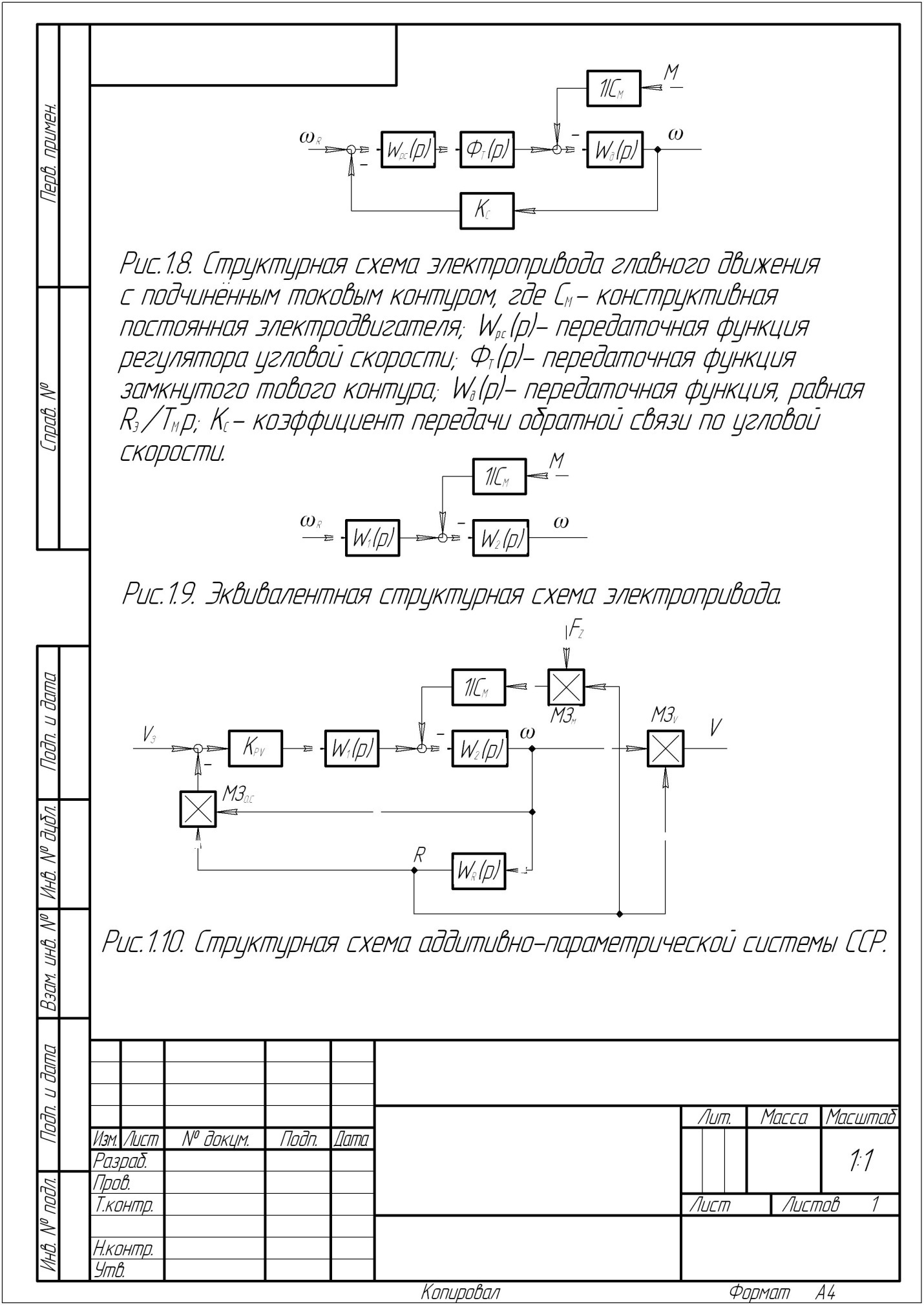
Дальнейшее рассмотрение систем ССР будем проводить без учёта упругих и нелинейных свойств кинематики станка, затупления резца и изменения припуска при обработке, а также ряда других параметров. Это необходимо для детального исследования зависимостей, происходящих в этих системах процессов от основных технологических параметров Fz, V3, KR, Rp [ 71 ].
При этом структурная схема аддитивно-параметрической системы ССР, т.е. AP системы ССР (см. рис. 1.6) с учётом действующего возмущения Fz и передаточной функции W(р) (1.11), устанавливающей связь между R и w, принимает вид, изображённый на рис. 1.10. Влияние возмущения Fz в системе учитывается с помощью множительного звена МЗм, а фактическое значение скорости V=wЗv резания находится перемножением w и R в множительном звеном М30с. Уравнение механики, определяющее скорость резания через угловую скорость шпинделя и радиус обработки, учитывается множительным звеном MЗv. Для этой системы при пропорциональном звене Kpv, характеризующим коэффициент передачи регулятора скорости резания, справедливо соотношение
 (1.30)
(1.30)
Принимая Fz=const введем для упрощения дальнейших вычислений приведённое значение усилия резания
 (I.31)
(I.31)
Подставив в (1.30) значения W1(p) и W2(p), положив в них Р=0 и обозначив общий коэффициент усиления системы через К0, найдём зависимости w и V в установившемся режиме
K0 = KPV K1 K2 , (1.32)
 , (1.33)
, (1.33)
 .
(1.34)
.
(1.34)
Качество
работы системы ССР в установившемся
режиме характеризуется ошибкой по
скорости резания
 ,
определяемой неравенством.
,
определяемой неравенством.
V≥V3(1- ) (1.35)
Разрешая два последних выражения относительно Kpv, получим
 (1.36)
(1.36)
Для определения характера изменения Крv в зависимости от R продифференцируем (1.36) по R, приняв его равенством
 , (1.37)
, (1.37)

Из (1.37) при равенстве его нулю имеем
 (1.38)
(1.38)
а вторая производная Kpw по R с учётом того, что <1, R>0 положительна, поэтому K pv имеет в точке Rn минимальное значение
 (1.39)
(1.39)
Таким образом, в АП системе ССР при заданной коэффициент KPV определяется (1.36) на максимальном Rmax и граничном Rr (I.I2) значении радиуса обработки и соответствующих этим радиусам максимальном значении F и минимальном V3.
Для определения поведения координат АП системы ССР во времени воспользуемся (1.10), продифференцировав которое по t, получим
R' = KR w, (1.40)
с учётом этой зависимости на основании (1.33) запишем
R'(1+K0R)=V3K0KR-FK2KRR.
Разделив переменные, преобразуем это уравнение к виду
 .
.
Поделим в левой части последнего выражения числитель на знаменатель, найдём
Проинтегрируем эту зависимость
 .
.
Определив постоянную интегрирования C при t=0, окончательно запишем
t= (1.41)
(1.41)
Н а
основании (1.33) можно записать
а
основании (1.33) можно записать
продифференцируем это выражение с учётом (1.40)
 ,
,
разделив переменные, найдём (1.42)

Разложим левую часть этого уравнения на простые дроби с коэффициентами разложения E0, E1, E2

, (1.43)
преобразовав (1.43) к виду

, (1.44)
найдём из (1.44) E0, E1, E2 при w=0; w = - F/ Kpv K1; E0+E2=0
 ,
(1.45)
,
(1.45)
 .
(1.46)
.
(1.46)
Проинтегрируем (1.42) с учётом (1.43)
 (1.47)
(1.47)
найдя постоянную интегрирования С при t=0 и подставив значения E0, E1, E2 окончательно запишем
 , (1.48)
, (1.48)
где w0 - начальное значение угловой скорости шпинделя, определяемое из (1.33) при R=R0.
Поведение V во времени можно определить на основании зависимости V=wR при использовании (I.4I) и (1.48).
В случае отсутствия возмущения, т.e.F = 0, из (1.42) получим
 (1.49)
(1.49)
П роинтегрировав
(1.49) и найдя постоянную интегрирования
при t=0,
запишем
роинтегрировав
(1.49) и найдя постоянную интегрирования
при t=0,
запишем
(1.50)
где w0 - начальное значение угловой скорости шпинделя, определяемое из (1.33) при R=R0, F = 0.
Подставим в (1.50) значение w из (1.40), найдём
 ,
,
разделив в этом выражении переменные, проинтегрируем его и найдя постоянную интегрирования при t=0, запишем
 (1.51)
(1.51)
Воспользовавшись основным соотношением режима ССР (1.1), т.e.V=wR, получим на основании (1.50), (I.5I)
 (1.52)
(1.52)
где V0 - начальное значение скорости резания, определяемое из (1.34) при
R =0, F=0.
Из последнего выражения видно, что в АП системе ССР даже при отсутствии возмущения F=0 имеется ошибка по скорости резания, которую однако можно ликвидировать, обеспечив V0 = V3. Для АП системы ССР на основании (1.33) при F-0 запишем
 ,
(1.53)
,
(1.53)
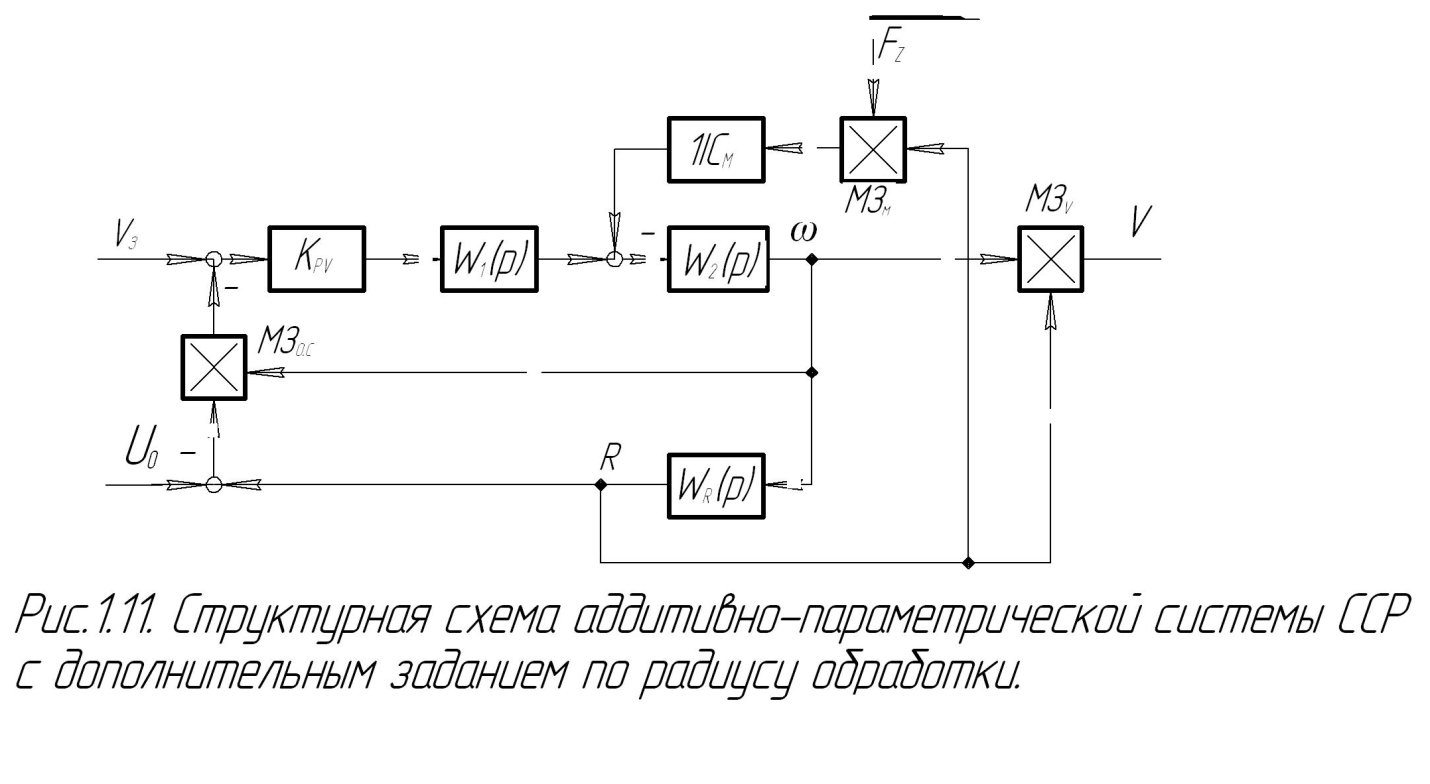
откуда видно, что введя дополнительное задание по радиусу обработки U0, равное
 ,
(1.54)
,
(1.54)
как это показано на рис. 1.11, получим систему ССР с дополнительным заданием по радиусу (АПР система ССР), в которой
 (1.55)
(1.55)
т.е. в соответствии с (1.1) обеспечивается идеальный режим ССР.
Для АПР системы ССР справедливо следующее соотношение
w={[V3-w(R-U0)]KpvW1(p)-FR}W2(p) , (1.56)
о ткуда
пpи
W1(p),
W2(p),
описывающихся
(1.28), (1.29), в установившемся режиме имеем
ткуда
пpи
W1(p),
W2(p),
описывающихся
(1.28), (1.29), в установившемся режиме имеем
(1.57)
(1.58)
а коэффициент Kpv на основании (1.35), (1.58) должен иметь значение
 (1.59)
(1.59)
Произведя математические выкладки, аналогичные приведённым выше, получим для АПР системы ССР следующие соотношения
 , (1.60)
, (1.60)
 .
(1.61)
.
(1.61)
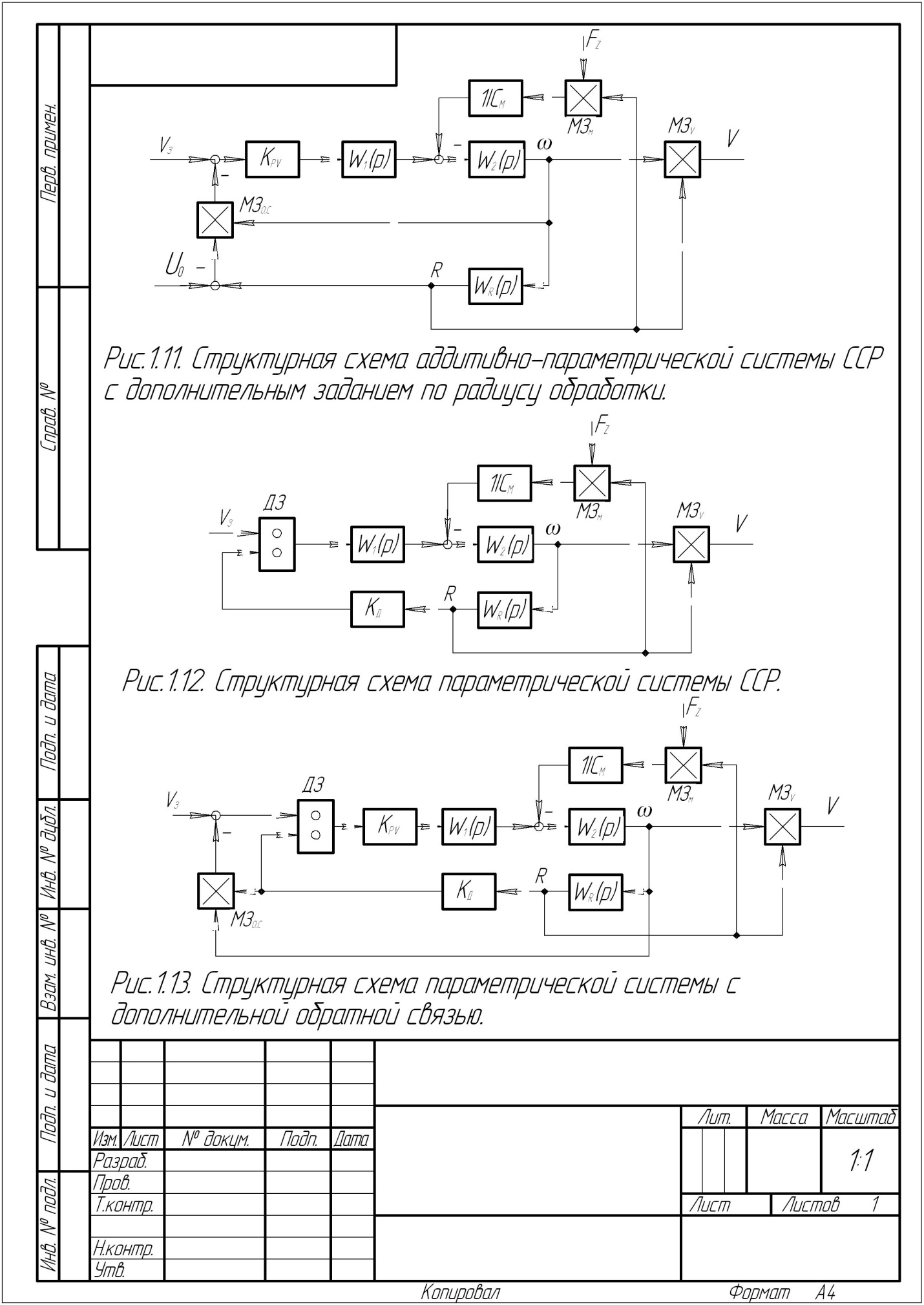
Рассмотрим работу параметрической системы ССР (ПР система ССР), структурная схема которой (см. рис. 1.3) с учётом Рz и WR(р) (I.2) принимает вид, изображённый на рис. I.I2, где Кд - коэффициент передачи датчика радиуса. Для этой системы справедливо следующее соотношение
 .
(1.62)
.
(1.62)
Как и ранее для установившегося режима при

имеем
 ,
(1.63)
,
(1.63)
 .
(1.64)
.
(1.64)
Для определения изменения координат ПР системы ССР во времени перепишем основное соотношение режима ССР с учётом (1.40)
 (1.65)
(1.65)
приняв во внимание, что
 ,
(1.66)
,
(1.66)
соотношение (1.65) примет вид
 .
(1.67)
.
(1.67)
Подставим V из (1.67) в (1,64), получим
(R2)'+2KRK2FR2=2KRV3 .
Р ешение
этого дифференциального уравнения
определяется выражением
ешение
этого дифференциального уравнения
определяется выражением
постоянная интегрирования С при t=0 равна
 ,
,
с учётом которой окончательно получаем
 . (1.68)
. (1.68)
На основании (1.67) и (1.68) найдём
 (1.69)
(1.69)
Как видно из выражений (1.63), (1.64), введение в ПP систему ССР звена Kpv после ДЗ, обуславливающего коэффициент передачи регулятора скорости резания, не уменьшает действие возмущения Fz в отличии от ранее рассмотренных систем. Поэтому в ПР системе ССР ошибка по скорости резания может быть получена равной заданной только при изменении значения коэффициента К2, который определяется настройкой электропривода главного движения и применяемым в нём электродвигателем. Такое решение с технической точки зрения является нерациональным, т.к. токарный станок работает не только в режиме ССР и изменение настроек привода неизбежно приведёт к ухудшению качественных показателей работы при других видах токарной обработки.
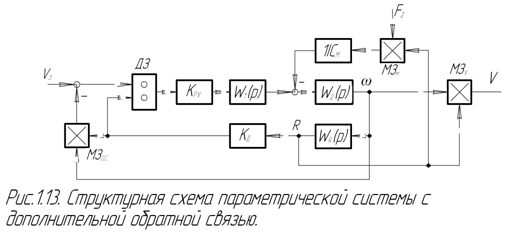
Этого недостатка лишена аддитивно-параметрическая система ССР о параметрическим регулятором в виде ДЗ (АППР система ССР), разработанная в Ульяновском политехническом институте [126], структурная схема которой изображена на рис. 1.13. Для этой системы можно записать следующее соотношение

или

(1.70)
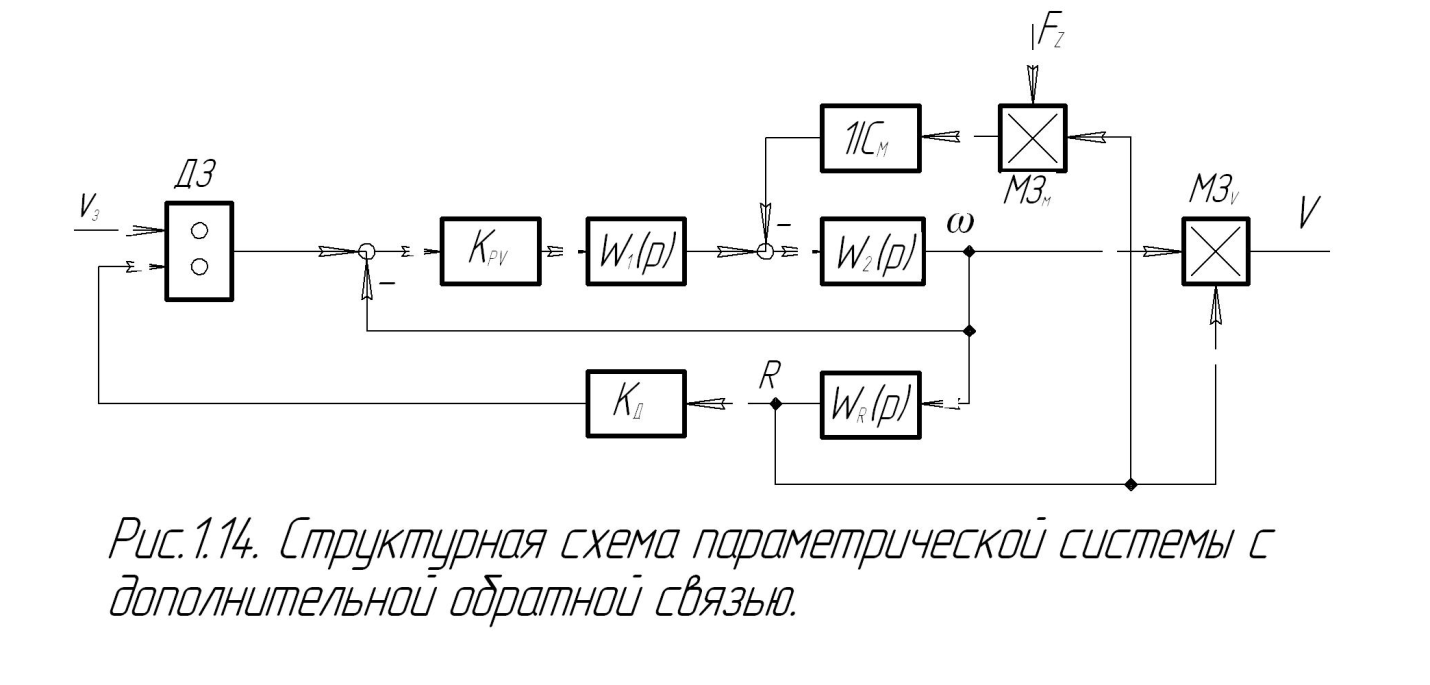
Анализ (1.70) показывает, что АППР система ССР может быть заменена эквивалентной ей параметрической системой ССР с дополнительной обратной связью (ПДС система ССР), изображённой на рис. I.I4. Эта система более проста при практической реализации, причём сохраняет все свойства исходной АППР системы ССР.
Из (1.70) следует также, что действие коэффициента Кд эквивалентно масштабированию Vз с коэффициентом KV =1/ Кд.
В установившемся режиме в АППР и ПДС системах ССР на основании (1.70), (1.28), (1.29) при
 (1.71)
(1.71)
имеем
 , (1.72)
, (1.72)
 (1.73)
(1.73)
и Kpv должен иметь значение
 .
(1.74)
.
(1.74)
Произведя математические выкладки, аналогичные проделанным при рассмотрении ПР системы ССР, получим для АППР (ПДС) системы ССР
 , (1.75)
, (1.75)
 (1.76)
(1.76)
Изменение w во времени в трёх последних системах ССР, т.е. ПР, АППР и ПДО находится на основании (1.1) w= V/R
Во всех рассмотренных системах ССР за исключением АG системы при F=0 режим работы соответствует идеальному, описываемому выражениями (1.1), (1.I5), (I.I6).
В токарных станках с тиристорным электроприводом главного движения, построенным по принципу подчинённого регулирования и настроенным на технический оптимум, на основании [9] можно найти значения коэффициентов передаточных функций W1(p), W2(p) и См. Так для средних токарных станков таких, например, как 250ИТА с двигателем ПБСТ-42 и преобразователем серии ЭТР или станка УТ16Ф и с двигателем 2ПФ160МГУ4 преобразователем ПТОМ-230-50 значения коэффициентов имеют в среднем следующие значения
K1=14 Tt=0.02 c
K2=0,14 T=0.03
c 
См=0,6


 (1.77)
(1.77)
С редние
значения технологических параметров
для указанных станков (момент, приведённый
к валу двигателя главного движения M,
максимальные значения радиуса обработки
Rmox
и
усилие срезания Fz
)
равны
редние
значения технологических параметров
для указанных станков (момент, приведённый
к валу двигателя главного движения M,
максимальные значения радиуса обработки
Rmox
и
усилие срезания Fz
)
равны
Rmax=0,25; M=18 H•м
 . (1.78)
. (1.78)
Рис. 1.15.
Необходимо отметить, что усилие резания Fz во всех дальнейших расчётах принимается равным максимально возможному значению, определяемому из (1.78) при соответствующих значениях Rmax.
На рис. 1.15 для значения коэффициентов систем ССР, определяемых (1,77) и технологических параметров (1.78), а также при V3 = 2 м/с, Rr=10мм, =0,05приведены зависимости V от R в различных системах ССР в установившемся режиме работы.
Анализ установившихся режимов работы различных систем ССР, а также анализ требуемого значения Kpv в этих cистемах для обеспечения заданной ошибки по скорости резания показывает, что
– практическое использование ПР системы ССР нецелесообразно вследствие большой и трудно устранимой в ней погрешности, в поддержании постоянной скорости резания при действии в системе возмущающего воздействия в виде усилия резания;
– во всех рассмотренных системах ССР, за исключением АП системы, при отсутствии усилия резания Fz=О (F=0) скорость резания является инвариантной к радиусу обработки и значение коэффициента Kpv в этих системах, кроме ПР системы, определяется значением усилия резания Fz (F) в совокупности c другим технологическими параметрами V3, R и параметрами самой системы управления К1, К2, при учёте заданного значения :
– в АП системе ССР V зависит от R , при уменьшении которого V также снижается. При этом Крv определяется в основном минимальным радиусом обработки Rmin, что приводит в АП системе ССР к значительно большим значениям Kpv по сравнению с другими системами для прочих равных условий;
– АП и ПДС системы ССР приблизительно эквивалентны как по точности поддержания постоянной скорости резания, так и по сложности технической реализации.
Необходимо отметить, что системы ССР с пропорциональными регуляторами скорости резания, характеризуемыми коэффициентами Кpv, имеют большое практическое значение для создания режима ССР программным способом в станках с микропроцессорным управлением. Это объясняется тем, что алгоритм режима ССР, содержащий только арифметические операции типа алгебраического суммирования, умножения или деления, выполняется значительно проще и требует меньшего времени вычисления, чем алгоритм, содержащий операции интегрирования или вычисления производных каких-либо сигналов.